Comments Off on Employee Spotlight: Milad Abousorrieh, Applications Engineer
Milad Abousorrieh is an Applications Engineer at Sherex® with close to 4 years of experience on the team. In his role, Milad works on some of Sherex’s most innovative product lines, including TEC Series® wedge locking washers and Disc-Lock® wedge locking washer and nuts product lines. He focuses on the design, development, and technical implementation of these products that ensure applications remain secure and reliable under vibration and stress.
This month, we sat down with him to learn more about his journey, his work, and what inspires him.
What drew you to engineering in the first place?
“I’ve always enjoyed tinkering with and building things, and I was naturally curious about how things worked from a young age. My father was a civil engineer, and seeing his passion for engineering and the impact of his work inspired me to pursue the field myself.”
What do you enjoy most about working at Sherex?
“What I enjoy most about working here is the atmosphere that we create by working together, helping each other solve problems, and coming up with solutions for our customers. The opportunities we get intrigue me to be better at what I do.”
What project are you most proud of working on at Sherex?
“The project that I’m mostly proud of is the design and development of the new line of Disc-Lock® nuts and bolts. The project currently is in its final stages, and the technical implementation for it has been challenging and rewarding at the same time. It’s helping me become a better engineer and have a more solid background for the next new product development project.”
What do you do outside of work to recharge or stay creative?
“Outside of work, I enjoy spending time with friends and family, cooking, and playing video games. I try to be more physically active, so sometimes I go for a walk by the river for at least an hour.”
Milad is a graduate of SUNY Buffalo State with a degree in Mechanical Engineering Technology and is a Certified Fastener Specialist from the Fastener Training Institute.
Comments Off on Sherex’s Mobile Process Monitoring System
In the fast-paced world of automotive manufacturing, efficiency, precision, and adaptability are critical to staying ahead. For a one automotive tier, Sherex Fastening Solutions delivered a custom tooling solution to combine flexibility and precision: a Mobile Process Monitoring System, integrating the MDS A210 and FLEX-5 Process Monitoring System. This innovative system can help assemblers transform how rivet nut installations are managed, offering a wide-range of options on the assembly floor. Adding to this, the two state-of-the-art process monitoring systems offer mobility, quality assurance, and data-driven insights—all from a single, versatile platform.
A New Standard in Flexibility
Traditional rivet nut installation systems are often stationary, tethered to a single assembly cell. This can limit efficiency in dynamic production environments where flexibility is key. Sherex’s Mobile Process Monitoring System breaks this mold by mounting the powerful MDS A210 and FLEX-5 Process Monitoring System onto a mobile platform, allowing assemblers to move the tools seamlessly across the facility. Whether it’s navigating between workstations or adapting to shifting production demands, this solution ensures that high-quality installations can happen anywhere, anytime.
The cart’s mobility allows assemblers in a variety of industries optimize their workflow without sacrificing precision. By bringing the tools directly to the point of installation, downtime is minimized, and productivity increases. This is particularly valuable in high-volume settings where every second counts, and the ability to reposition equipment quickly can make a significant difference in meeting tight production schedules.
Precision and Quality with Process Monitoring
At the heart of the Mobile Process Monitoring System is Sherex’s advanced Process Monitoring System, designed to ensure perfect rivet nut installations. The FLEX-5, paired with the MDS A210, delivers real-time quality assurance by evaluating each installation for both the rivet nut and the base material. The system provides immediate OK/NOK (Not OK) feedback, alerting operators to any issues during the installation process. If an installation is flagged as NOK, the system’s “stop tool” function halts operations, allowing for review and correction before proceeding, reducing errors and waste.
The integration of these tools with a central controller takes quality control to the next level. The system collects critical data, including force and distance metrics, as well as the number of blind rivet nuts installed and overall parts produced. This data is stored and can be exported to a USB or server for detailed reporting, enabling manufacturers to track performance, identify trends, and maintain compliance with stringent industry standards, such as those required in automotive assembly.
Data-Driven Efficiency
The Mobile Process Monitoring System reporting capabilities provide historical installation data, offering a clear view of production efficiency and quality over time. With customizable settings and easy-to-read screens, operators can quickly interpret data and make informed decisions. This level of transparency is invaluable for automotive tier assemblers, where maintaining high standards while minimizing costs is a constant balancing act.
By ensuring perfect installations, the cart helps reduce material waste and rework, driving down costs while boosting overall efficiency. The 2-3 second cycle time of the FLEX-5 and about 5-6 seconds for the MDS A210 ensures that high-volume production lines keep moving without compromising quality. For industries like automotive, where process monitoring is increasingly a requirement, this solution aligns perfectly with evolving quality standards.
Why It Matters
Sherex’s Mobile Process Monitoring Cart is more than just a rivet nut installation tool—it’s a strategic advantage. By combining the mobility of a cart-based system with the precision of the MDS A210 and FLEX-5, Sherex has created a solution that adapts to the current needs of assemblers in not only automotive, but all industries. Whether it’s installing rivet nuts in aluminum, composites, or other materials, this system delivers consistent, reliable results across diverse applications.
Ready to elevate your assembly process? Learn more about Sherex’s Process Monitoring Systems and discover how our Mobile Process Monitoring Cart can drive efficiency, quality, and flexibility in your facility. Contact our team today to explore how this innovative solution can be tailored to your production needs.
Comments Off on High Strength Rivet Nuts are Replacing Weld Nuts in Heavy-Duty Applications – Here’s Why
For decades, design engineers faced a fastening challenge: use weld nuts for high-strength applications and deal with welding headaches, or settle for traditional rivet nuts that can’t handle the clamp load.
With high strength rivet nuts, engineers can deliver the same thread proof load values as typical high-clamp load fasteners, and eliminate welding entirely.
Can High Strength Rivet Nuts Really Replace Weld Nuts?
The short answer is yes. But it’s worth understanding why this shift is happening, because the benefits go beyond just matching bolt strength.
From production floor efficiency to total installed cost, high strength rivet nuts solve the problems that welding creates and deliver the performance that heavy-duty applications require.
Here’s why the industry is moving to high strength rivet nuts:
1.) Bolts have evolved, and nuts must keep up. In the automotive industry, chassis, suspension, cab, and frame designs routinely use Class 10.9 and Grade 8 bolts to save weight and increase strength. Until recently, the only nut options that could safely pair with those bolts were press-in clinch nuts and standard Class 10 / Grade 8 Hex nuts. Most standard rivet nuts topped out at Class 8 thread proof load performance. The mismatch created either costly over-spec’d joints or risky under-performing joints.
2.) Weight reduction and electrification demand thinner, high-strength materials like high-strength steel, aluminum, and composite materials. But welding distorts thin sheet metal, creates heat-affected zones, and adds high-cost secondary operations.
High-strength rivet nuts install cleanly from one side with no heat and no weld splatter. And they can be post-painted or e-coated with hand tools.
3.) Assembly speed is now a competitive advantage, and welding stations are slow because they require skilled labor, ventilation, and fire-watch protocols. A rivet nut, however, installs in just 3-6 seconds with standard tooling, and often robotically.
Not only would manufacturing plants benefit from converting weld-nut locations because of more efficient assembly times, but the open floor space can be available for other revenue-generating channels.
High strength rivet nuts can now open up more options for design engineers but also on the assembly floor. Being able to be installed post-paint and with no worries about any time-consuming secondary processes makes assembly times faster and the total cost less expensive.
By John Knechtges Engineering Manager, Sherex Fastening Solutions
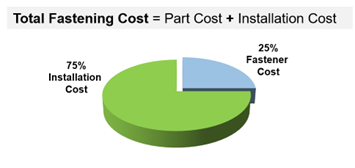
Blind rivet nuts are threaded fasteners that provide strong attachment points in thin materials. They can be utilized in many sheet types, including ferrous and non-ferrous metals, plastics, and composites. Advantages over competing alternatives, such as weld nuts, are: blind rivet nuts only require one side of the sheet to be installed, can be installed after finishes have been applied to the base sheet (no thread masking), and can be installed with comparatively inexpensive tooling. Considering speed, consumables, and methods of installation, rivet nuts support the “Lowest Total Installed Cost” model.
To install rivet nuts, a tensile force must be generated on the body, thereby compressing the unthreaded portion, mechanically riveting the item to the sheet. This tensile force will vary by body size, material type of the rivet nut, and even material thickness of the base sheet. If the installation force is not adequate or appropriate, harmful failures can result.
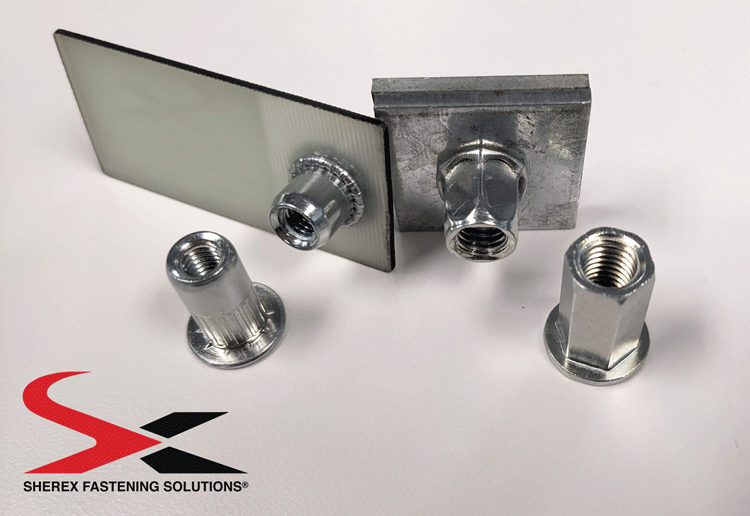
Uninstalled and installed rivet nut
An underset rivet nut can result in the rivet nut spinning during assembly or setting further during assembly, producing lack of adequate preload. An overset rivet nut can result in thread damage or the separation of the threaded section from the unthreaded, or riveted, section — effectively, a “pull-out” condition. All these occurrences could be devastating to the assembled joint and can lead to costly in-line reworks. Or worst-case, can later lead to even more costly recalls.
The best way to eliminate costs downstream is to mitigate failure modes upstream. In the case of rivet nut installation, failure modes include: too much force, resulting in oversets (part damage); undersets, resulting in spin-out or inadequate preload; or “offset” installations, where the head of the rivet nut is not in contact with the substrate. This condition can lead to both spin-out and pull out, which is the most harmful scenario. The question remains: how can we prevent these conditions? The answer is rooted in the setup of the installation tool, and what parameters can be monitored.
“Offset” installation
In a production environment, there are two forms of recommended fastener installation tools: pull-to-stroke and pull-to-pressure. Pull-to-stroke is a form of installation whereas the tool is set to pull to a certain distance, typically with a hydro-pneumatic action. The tool will pull the rivet nut down that set distance each time, irrespective of any other setting. This type of tooling is sensitive to thickness variations in the base material. Even slight changes in thickness can result in an over or under-set condition.
Typical rivet nut installation tool
Pull-to-pressure is a bit of a misnomer as it is actually pull-to-force. The installation tool is set to pull to a specific force– still with the hydro-pneumatic function. Pulling to a force accounts for variations in base material thickness, as the tool will “self-adjust” to stroke differences and will continue to pull until the set force is achieved. This is, by far, the best practice method for installing rivet nuts. Setting to a proper force will ensure an appropriate installation, regardless of material thickness variations, so long as the variations are within the prescribed grip range of the rivet nut.
But even if you have the correct pull-to-pressure tool, how do you know if it is set-up properly? Earlier in this article, it was mentioned that every rivet nut has a predetermined installation force range, determined by style, size, and design. When given these parameters by the rivet nut manufacturer, there is no inherent method on the base tool setup to verify exactly what force to which the tool is set. Fortunately, there are devices available that can be used to validate the installation tool setup. Sherex’s Hand Tool Calibration Unit utilizes a direct force load cell to measure the pull force setting, up to 50 kN. The installation tool can be quickly and easily threaded into the unit, actuated, and allow the operator to determine and subsequently adjust to the appropriate force setting.
Hand Tool Calibration Unit
However, pull-force setting is only one part of the equation. Proper pull force will ensure that the rivet nut will set adequately under appropriate operator set up and base material conditions. Of course, we all know that operators are human – they will not always set the rivet nut perfectly flush to the base material; they may not hold the trigger of the tool long enough for a proper cycle; or may place the nut in the wrong location. The base material may not be devoid of defects such as large burrs, or material thickness may not always be within specification. Simply having the tool set to the proper force will not prevent a non-conformance should any of these conditions exist. The only way to completely error-proof the entire installation process is to integrate full installation process monitoring or complete automation.
Rivet nut installation process monitoring incorporates sensors to the installation tooling that measures both the pull force and pull distance of each individual rivet nut. This data is plotted on a force versus distance curve and GO/NO GO evaluation is performed on that curve. Close collaboration with the customer, as well as predetermined performance specifications of the rivet nut, will determine the acceptance parameters, as well as the results of the evaluation. Many times, process monitoring systems will be incorporated into control systems at the end-user, whereas in the event of a bad set, the system will disable the tool or assembly station, preventing poor quality from advancing downstream. Process monitoring will ensure that all set rivet nuts will be validated at end-of-line.
Process monitoring installation tool with full force vs. distance plotting/evaluation
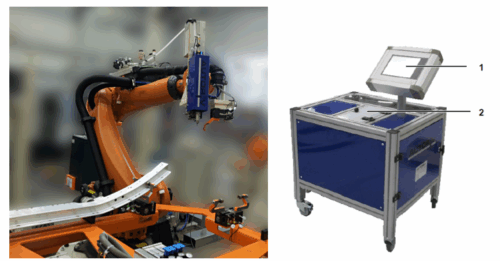
Fully automated systems incorporate all the above concepts, but go further by taking the “human” element out of the process. Full rivet nut automation can be justified by quantities around 250,000 installations per year and above, but can also be justified in lower volumes when considering the need for very high levels of quality. Various forms of feeder systems and end-of arm installation heads, where the rivet nut is presented to a stationary part, or stationary head systems where the part is presented to the installation head can be provided, based on need or want. Fully automated rivet nut fastener systems, such as those provided by Sherex Automation by MDS, can ensure 100% proper locational placement, full consistency for installation force monitoring, as well as full, closed-loop process control.
Fully automated installation head (end of arm), with rivet nut feeder
Sherex offers fastener installation systems to accommodate every solution. Engineers are available to evaluate every application to determine the best fit for the Lowest Total Installed Cost.
Comments Off on Rivet Nuts vs. Weld Nuts: An Obvious Choice
Two commonly used fasteners in metal fabrication are rivet nuts and weld nuts. While they might seem similar in function by creating a strong joint, each offers distinct advantages and disadvantages depending on the application. But as you continue to read on, the advantages rivet nuts have over weld nuts are quite substantial in terms of time, waste, and cost effectiveness.
Here are some detailed comparisons to help decide which fastener is best for your application.
What Are Rivet Nuts?
Rivet nuts, or threaded inserts, are tubular fasteners that can be installed into pre-drilled holes in a variety of materials, including thin metals and plastics. They are secured by deforming the body of the nut to collapse and attach to the base material using specialized tools.
Uninstalled and installed rivet nuts
Advantages:
No Welding Required: Perfect for projects without access to welding equipment.
Ease of Installation: Can be installed quickly using hand tools or power tools.
Versatile Applications: Useful in thin or soft materials where traditional threading isn’t feasible.
Installed Blind: Only need one side of the workpiece to install a rivet nut.
Removable: Though not ideal, rivet nuts can allow for disassembly and reassembly without damaging the surrounding material. If there is an issue, the entire workpiece isn’t lost and rework can occur.
Small Footprint: Rivet nuts installation, even in high volume, only need a small handheld tool and air hose hookup. Some tooling even belong on assembly lines. Welding cells take up much more space and are messier, and smellier.
Can be Installed Post Paint: There is no worries about paint being chipped or discolored after installation. This makes for an easier process instead of painting after installation.
Disadvantages:
Lower Load Capacity than Weld Nuts: Rivet nuts may not provide the same load-bearing strength as weld nuts, but often times don’t need to.
Risk of Spinning: If improperly installed, the nut can spin in place, making it difficult to secure fasteners. But with today’s process monitoring tolling, automation, and even calibration units, there are control measures that help deter this and make sure rivet nuts are properly installed so they perform.
When to Choose Rivet Nuts
Rivet nuts are better suited for:
Thin materials or situations where creating a thread isn’t possible in the base material.
Applications that are only able to be installed on one side of the work piece.
Quick installations in lightweight or portable projects.
Easy to install: operators with limited assembly experience can quickly learn how to install rivet nuts with proper tooling.
What Are Weld Nuts?
Weld nuts are specialized nuts designed to be permanently affixed to a metal surface using a welding process. They come in various shapes, such as hexagonal, round, or square, and often include flanges or projections to ensure a secure weld.
Weld nuts with a weld splatter on the threads of the installation
Advantages:
High Strength: Weld nuts are ideal for applications requiring high strength and load-bearing capacity. In some cases they are stronger than rivet nuts, but oftentimes the strength they have isn’t completely necessary to the application.
Permanent Joint: Once welded, the nut becomes an integral part of the assembly, reducing the risk of loosening over time.
Vibration Resistance: Excellent for environments where vibration is a concern, as the welded connection resists movement.
Disadvantages:
Requires Welding Equipment: Welding tools and employees who know how to weld are necessary.
Non-Removable: Weld nuts are permanent, so disassembly will likely damage the workpiece.
Heat-Affected Zone: Welding can weaken the surrounding material if not done properly.
Total cost of installation is more: While the price per fastener might be less expensive in some cases, the time it takes to weld, the cost of welding itself (electricity, plus welder wages), the real cost is more expensive than rivet nuts installation.
Bigger Floor Footprint: Manufacturing and assembly is about maximizing space so more products can be produced or assembled. Welding takes up considerable more footprint on the floor than what’s needed to install rivet nuts, and ultimately less efficient to the total operation.
New Spot Welder or Resistance Welder Extremely Expensive: New automated welding equipment are well over $100,000 these days, much more expensive than rivet nut installation systems, including rivet nut automation.
Need to be Installed Pre-Paint: Because of splatter and discoloration of the welding installation.
When to Choose Weld Nuts
Weld nuts are ideal for:
Heavy-duty applications, such as automotive chassis.
Environments where vibration and torque are significant factors.
Projects where permanent fastening is preferred.
Conclusion
The choice between weld nuts and rivet nuts depends on the specific demands of your project. If you need a permanent, high-strength solution and have welding capabilities, weld nuts are the way to go. However, if you’re working with lightweight materials, need a removable fastener, or lack welding tools, rivet nuts are a versatile and user-friendly alternative.
By understanding the strengths and limitations of each fastener, you can ensure a secure and efficient assembly, no matter the task at hand.
Comments Off on Sherex Fastening Solutions Year in Review 2024!
Well, what a year! The acquisition into PennEngineering® at the beginning of the year made quite a bit of noise and the feedback has been overwhelmingly positive. Behind the scenes, the transition has been smooth as we continue to migrate into our parent company’s systems and processes. In the front of the house, the most important things have not changed — continuously working to improve all of our fastening products, and the attentiveness to our customers’ needs. Those two pillars will never waver as we move forward into 2025 and beyond. Let’s take a closer look at Sherex’s 2024.
Obviously the biggest news of the year happened just a few days into January when it was announced that PennEngineering® had acquired Sherex Fastening Solutions, and Penn was moving its ATLAS brand of rivet nuts under Sherex. The acquisition was a surprise at the time, but looking back on it, not very surprising. PennEngineering has a variety of top-class fastening companies under its umbrella, including PEM®, Profil®, Haeger®, and SI®, and with the growth and success of Sherex in the rivet nut and mechanically attached fastener space, bringing in Sherex made a lot of sense. The move will continue to help Sherex grow on the manufacturing and sales side.
With the combined Sherex-ATLAS brand, Sherex is now the largest manufacturer of rivet nuts in North America and continues to establish itself globally as a premier company of rivet nut and mechanically attached fastener technology. Our messaging is clear: If you are interested in rivet nut technology and the benefits of rivet nuts, there’s not a better company that can help make your application easier to assemble, while decreasing waste and cost than Sherex Fastening Solutions.
Optisert® Continues to Impress
Optisert is the best round body rivet nut on the market
The best performing round body rivet nut is making more waves as several automotive and general industry assembly projects began to use Optisert in 2024. More customers are beginning to understand not only the improvement to spin-out Optisert has over other round body rivet nuts, but this rivet nut can also serve as fastener to discharge electrical current in electrified applications. Lots of conversions are taking place and if you have a project with softer materials like aluminum, fiberglass, or plastics, Optisert is a perfect fastener for these applications.
Sherex-Penn Marketing Integration
With the integration of Sherex into the PennEngineering ecosystem, Penn has integrated us into a variety of different marketing campaigns and tradeshow exhibitions, including FABTECH, The Battery Show USA, EuroBLECH and The Battery Show Europe.
PennEngineering’s eMobility Solutions is a campaign that showcases Sherex and the rest of Penn’s fastening capabilities in electrified applications like electric vehicles, charging stations and battery storage facilities. Optisert and other Sherex fasteners, including rivet nut studs, play a role in this campaign and there will be more instances where the entire PennEngineering portfolio can play a vital role in fastening the entire application.
Sherex joined PEM and Profil at The Battery Show Europe
ATLAS Products at the New Sherex Warehouse
ATLAS rivet nut products are officially being shipped out of the new Sherex warehouse in Buffalo, NY, further cementing the integration process. ATLAS product was moved into the new warehouse in September and shipments began shortly after.
Soon, ATLAS products will be migrated onto Sherex.com, into a new printed catalog, and customers using the Sherex portal will soon be able to view current inventory and pricing of ATLAS products.
New Sherex warehouse up and running
New Sherex Sample Plates
New sample plates showcasing both Sherex and ATLAS products
The new Sherex Sample Plates are here, and they are pretty! Showcasing the best of what Sherex and ATLAS has to offer in its standard catalog, these sample plates make a great discussion piece for distributors or design engineers looking explain the different styles of standard rivet nuts Sherex has to offer.
Want a few? Contact eneuhaus@sherex.com or ask your Sherex regional sales manager or Sherex representative!
The New RIV943 is a Certified Hit!
The New RIV943
In the late summer, Sherex debuted the new RIV943 hydropneumatic rivet nut tool to our North American customers and it’s been an absolute home run. With a pulling force of 32 kN in a lightweight handle with no booster box, it’s the ideal tool for installing M8-M12 rivet nuts and unified thread equivalents. The tool features a single stage trigger, 2-3 second cycle time, and is extremely durable. The new RIV943 replaces the RIV942 and MS100 and is suitable for medium, high volume, and assembly line rivet nut installations.
The RIV943 has seen already seen repeat orders from some of our largest customers and can also be used on the Sherex Hand Tool Calibration Unit so assemblers and installers can see the exact pulling force of the tool. Call or email us for inventory levels on this new tool as they have been quite popular since its launch.
TEC Series Sales Record!
TEC Series products continue to grow
Sherex’s reusable wedge locking washer brand of products, TEC Series, hit a record sales number for the year before December! More and more customers are learning about the benefits of wedge locking washers and how TEC Series offers the same technology and performance as other similar-styled competitor washers at oftentimes a 20 percent savings.
If you’re using a wedge locking washer to combat vibration in automotive, heavy truck, renewables, or really any kind of application, but not using TEC Series or Disc-Lock products, you’re losing money! Both TEC Series and Disc-Lock wedge locking products have plenty of sizes and styles in stock and ready to deliver!
Sherex offers has a variety of stainless steel rivet nuts available in different styles. One of the biggest reason to use stainless steel blind rivet nuts is to help battle corrosion. These fasteners are designed to provide strong, threaded connections in thin-walled materials, particularly for applications where only one-sided access is available—often referred to as “blind” installations.
Sherex’s stainless steel rivet nuts come in high-grade 302, 304, 316 and 430 stainless steel, offering excellent resistance to corrosion, chemicals, and harsh environments. They are available in multiple styles, including:
Round Body: These versatile rivet nuts fit standard drilled or punched round holes, providing a straightforward installation for many applications.
Half Hex Body: Known for their increased spin-out resistance, half hex body rivet nuts are ideal for high-torque applications, though they require a hex-shaped hole for installation.
Sherex is an exclusive North American distributer of Tubtara rivet nuts. Tubtara’s HUPO/HUKO half hex series features 304 stainless steel.
Installation Benefits
Stainless steel rivet nuts are a alternative to weld nuts, eliminating issues like thermal distortion, weld-related fumes, and a more expensive total installed cost. They provide high-strength threading for materials that are too thin for traditional tapping, and one-sided installation means they can be used on finished or hard-to-reach components without risking damage to the visible surface.
Applications
Stainless steel rivet nuts are used in various sectors, including automotive, marine, and industrial applications, where long-lasting, vibration-resistant fasteners are critical.
Comments Off on Sherex Adds Desert Distribution Sales as a Manufacturers Sales Representative
Sherex Fastening Solutions®, a PennEngineering® Company and global leader in engineered fasteners, tooling, and automation, is proud to announce its relationship with Desert Distribution Sales as its new sales representative in the Southwest United States.
Desert Distribution Sales is a professional manufacturer’s representative for engineered fastener and component manufacturers and suppliers for the southwestern United States, including California, Arizona, Colorado, Utah, Nevada and New Mexico. Led by John Wachman and Jo Morris, Desert Distribution Sales has been in the fastener business representing some of the biggest US fastener companies since 2001.
With Sherex’s wide-range of innovative fastening products, like the award-winning Optisert®, RIV-FLOAT®, and Hand Tool Calibration Unit, Desert Distribution adds another impressive manufacturer to its portfolio.
“Sherex is quickly turning into one of the fastener leaders in our industry,” Morris said. “They offer a wide selection of quality rivet nut solutions along with great customer service and reliability as a manufacturer. Our customers will benefit by having them on board.”
While Sherex has provided the Southwest US with quality fasteners for over 20 years, Desert Distribution will improve the visibility of Sherex products across this region.
“I’ve always been impressed with John, Jo and David, and I think there are many opportunities for us in the Southwest,” said Sherex president Adam Pratt. “We’re glad to have the Desert Distribution Sales team represent Sherex and I’m looking forward to growing together.”
Sherex Fastening Solutions, a PennEngineering® Company, is a leading manufacturer of fasteners for thin sheet material applications in steel, aluminum, and composite materials. Beyond its headquarters in Buffalo, NY, Sherex also has sales and distribution facilities in Mexico, UK, and Poland, along with worldwide manufacturing capabilities in the US, Taiwan, China, Malaysia and Ireland. Sherex services a wide-range of industries, including automotive, heavy truck, general manufacturing, renewable energy, construction and agricultural equipment, and aerospace.
Comments Off on Sherex’s Jake Glaser Awarded Young Fastener Professional of the Year
Sherex Fastening Solutions’ Jake Glaser will be awarded the Young Fastener Professional of the Year at the International Fastener Expo Awards Ceremony, held on September 10 at the Expo Session Stage.
This award “celebrates exceptional contributions to the fastener industry and recognize individuals who have demonstrated outstanding leadership, innovation, and dedication.”
Jake’s resume speaks for itself. After earning his Bachelor of Arts degree in communications at the University at Buffalo, Jake joined Sherex in 2014, and quickly worked his way up to a regional sales manager for the Western US, managing national and international accounts with a focus on heavy truck and eMobility applications, a role he holds today.
Since joining Sherex, he has been an active member of the fastener community, involved in Pac-West and NFDA programs and the Young Fasteners Professionals, where he served as president from 2019 – 2022. Jake is also a member of the NFDA Board of Directors since 2022.
“Jake personifies the future of the fastener industry,” said IFE Show Director, Morgan Wilson, in a press release on fastenershows.com. “His passion, ingenuity, and leadership are remarkable, and we are excited to see his continued impact and success in the fastener industry.”
Jake follows in the the footsteps of Sherex president Adam Pratt, who was named Young Fastener Professional of the Year in 2017.
“We’re so proud of Jake and it’s been really great to see him grow in this industry,” Adam said.
Now residing in Colorado, Jake enjoys volleyball, camping, snowboarding and being outdoors with his friends and his dog, King.
“I’m truly honored to receive this award. I cannot thank our industry family enough for their recognition and for supporting my growth and development over my 10 years here with Sherex,” Jake said. “I’ve met so many amazing people I am lucky enough to again call my family while working in the world of fasteners, so if you’re someone who’s younger or new to the fastener industry, there are so many opportunities to grow your career and relationships. Take those steps and soar.”
Comments Off on Sherex Statement on April 3 Earthquake in Taiwan
To Our Valued Customers,
On the morning of April 3, a 7.4 magnitude earthquake struck the western side of Taiwan in rural Hualien County, approximately 93 miles from the capital of Taipei.
Sherex Taiwan, situated in Chungli City in the northwestern part of the country, experienced no damage, and all employees are safe. Sherex Taiwan is currently operating as usual, and we will promptly advise if any issues arise.
Our thoughts are with those who were impacted by this severe earthquake.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.





 Milad Abousorrieh is an Applications Engineer at Sherex® with close to 4 years of experience on the team. In his role, Milad works on some of Sherex’s most innovative product lines, including TEC Series® wedge locking washers and Disc-Lock® wedge locking washer and nuts product lines. He focuses on the design, development, and technical implementation of these products that ensure applications remain secure and reliable under vibration and stress.
Milad Abousorrieh is an Applications Engineer at Sherex® with close to 4 years of experience on the team. In his role, Milad works on some of Sherex’s most innovative product lines, including TEC Series® wedge locking washers and Disc-Lock® wedge locking washer and nuts product lines. He focuses on the design, development, and technical implementation of these products that ensure applications remain secure and reliable under vibration and stress. What drew you to engineering in the first place?
What drew you to engineering in the first place?


















 Desert Distribution Sales is a professional manufacturer’s representative for engineered fastener and component manufacturers and suppliers for the southwestern United States, including California, Arizona, Colorado, Utah, Nevada and New Mexico. Led by John Wachman and Jo Morris, Desert Distribution Sales has been in the fastener business representing some of the biggest US fastener companies since 2001.
Desert Distribution Sales is a professional manufacturer’s representative for engineered fastener and component manufacturers and suppliers for the southwestern United States, including California, Arizona, Colorado, Utah, Nevada and New Mexico. Led by John Wachman and Jo Morris, Desert Distribution Sales has been in the fastener business representing some of the biggest US fastener companies since 2001. This award “celebrates exceptional contributions to the fastener industry and recognize individuals who have demonstrated outstanding leadership, innovation, and dedication.”
This award “celebrates exceptional contributions to the fastener industry and recognize individuals who have demonstrated outstanding leadership, innovation, and dedication.”