Posted by Pier Cipollone on | Comments Off on The Perfect Workstation for Installing Rivet Nuts
What do you need to be successful at installing rivet nuts? Depends who you ask.
For some, it’s just parts and a rivet nut tool. But it really should be more than that.
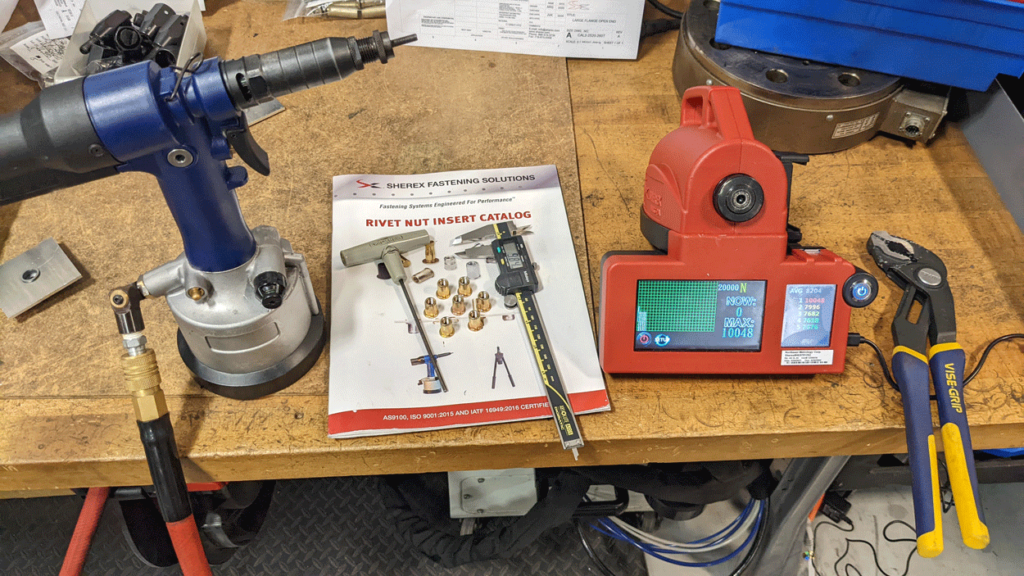
Let’s take a look at what every rivet nut installer should have at his or her rivet nut workstation:
Hand Tool Calibration Unit Unless you’re installing parts with a process monitoring tool, you need a Hand Tool Calibration Unit. The Hand Tool Calibration Unit shows the pulling force of the rivet nut installation tool, so users know the exact installation force being used to install the part. A dip in pulling force may set the part improperly, leading to rework and time spent fixing parts the user already installed.
Calipers Every fastener installer needs calipers at their workstation. Calipers are used to measure the dimension and length of an object. This could be the measurement of the hole, or the installed length of the rivet nut. They help ensure the part was installed correctly too.
Rivet Nut Catalog The rivet nut catalog has loads of information the user may need during their installations. Everything from grip range, installation length, hole size, part number nomenclature and more. It’s a valuable reference to make sure you’re installing the correct part.
Hex Tool Hex tool is used to increase or decrease the pressure on your hydro-pneumatic rivet nut tool. By using the Hand Tool Calibration Unit to check the pressure, you’ll know whether to turn the pressure up or down on your rivet nut tool.
Vice Grips Vice Grips are used to install the headset on the Hand Tool Calibration Unit and change the headset on your tooling.
Rivet Nut Tooling It goes without saying, you need rivet nut tools to install rivet nuts. There are a variety of fastener installation systems you can use, but preferably it would be a hydro-pneumatic tool as it offers fast installation with the ability to spin the part onto the mandrel itself.
The last two items are pretty obvious, but the others are really necessary to ensure a perfect installations. The Cal Unit so you know the pulling force, the calipers to make sure measurements are to spec, Rivet Nut Catalog to see specs of the part you’re installing, hex tool to change the pressure of the tool, and vice grips to change the mandrel of the Cal Unit. Oh, and you know, rivet nuts and rivet nut tool.
All this will make for some successful installations!
Posted by Pier Cipollone on | Comments Off on Rivet Nuts for the Aerospace Industry
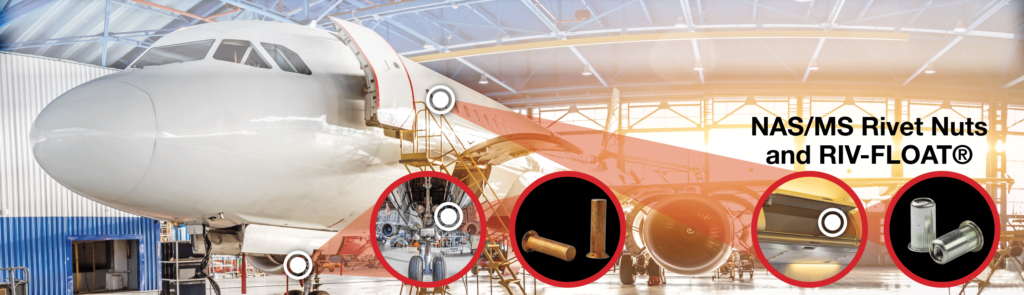
Sherex makes a variety of NAS/MS round body rivet nuts for the US Aerospace and Department of Defense (DoD) industries out of its Sherex Akron manufacturing facility in Akron Ohio.
As one could imagine, the Aerospace Industry is highly regulated and guided by a variety of certifications and standards that must be adhered to for performance and safety. Sherex Akron is an ISO 9001:2015, QSLM Class 3 and Class 2 certified through the Defense Logistics Agency, and AS9100 compliant. Sherex’s CAGE Code is 7EK30. What does this mean? Our facility and parts have been qualified and meet a certain criteria required by US aerospace manufactures and the DoD. Manufacturers can be sure the parts they receive live up to the high standards required by these associations.
Remember, these parts not only have to hold the plane together, they have to do so while under harsh conditions, like gravity, pressure, turbulence, and vibration. They must be have high tensile strength and have high corrosion resistance while typically being lightweight.
Sherex NAS 1329 and NAS 1330 parts are used in a variety of airplanes and helicopter applications.
Sherex SX aerospace rivet nuts are made of a variety of materials like steel, stainless steel or aluminum, and they are usually round body style with either a flat head (NAS 1329) or countersunk head (NAS 1330). Most of these parts, especially those made of aluminum, are cold formed, so heat is not needed to produce these pieces. Aluminum is not only lightweight, but is resistant to fatigue and features high tensile strength.
Sherex NAS 1329 and 1330 rivet nuts are supplied to a variety of aerospace and DoD manufacturers, including helicopter manufactures. Almost all of applications of Sherex NAS/MS style rivet nuts belong in the cabin and are not considered critical components (like holding the wings onto planes, or landing gear), but nonetheless play an extremely important role in the fuselage and cockpit. One specific application went in the floor of a military helicopter keeping armor together on the floor, and another NAS rivet nut went in the overhead compartment of one of the most popular commercial jet liners ever built.
Aluminum NAS1329 Style Rivet Nuts
Sherex has a number of ongoing projects with the DoD and other Aerospace manufactures and has lots of experience in this industry. To learn more about our Akron capabilities, see our DoD Statement of Capabilities and how we can provide extremely quality, and durable fasteners for any aerospace project.
Posted by Pier Cipollone on | Comments Off on Different Styles of Clinch Nuts
A major benefit of rivet nuts are the variety of styles. Well not to be outdone, clinch nuts also come in a few standard styles that each have its own benefits.
Let’s take a look at different styles of clinch nuts:
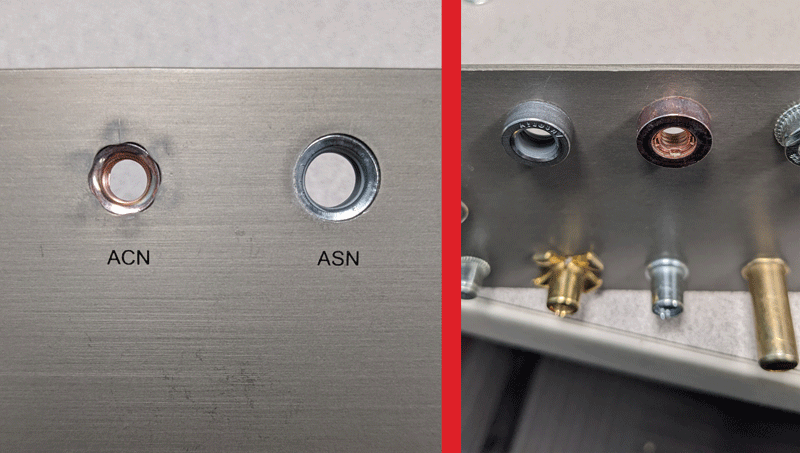
On this clinch nut, there are displacement lobes that force the sheet metal to flow into the locking groove when pressed in. This allows sheet metal to remain flat with no indentation and providing the nut with high push out and torque values. The base material remains flush.
This style of clinch nut is designed for thicker sheet metal applications from 2mm to 10mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
Front and backside of installed ACN and ASN Clinch Nuts. Notice the flush installation on the front side.
This clinch nut has extensive knurls that push into the material. During installation, sheet metal is formed into an undercut section on the nut collar by the die button and the knurled ring. As a result, the nut has high push out and torque values, and space requirement is minimal due to the small outer diameter and flat installation surface.
The ASN clinch nut can be used in sheet metal applications from 1.5mm to 10mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
The ARN Series clinch nut is a unique style of clinch nut that has locking grooves to dig into the material when pressed in, while the neck part of the clinch nut is crimped over the base material using a special die, making the base material “almost flush.” Locking grooves are the clinch feature of the nut, providing high push out, pull through, and torque values, even in very thin sheet materials. The nut can be installed using several different installation methods depending on the sheet material thickness, hardness, and installation clearance.
Can be used in sheet metal from 0.4mm to 6mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
Custom Clinch Nuts
Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post Rivet Nuts vs Clinch Nuts to read the differences and similarities between the two fasteners!
If considering a clinch nut for your project and want to discuss what the best clinch nut for your project will be, contact us!
Posted by Pier Cipollone on | Comments Off on To use Rivet Nuts or Clinch Nuts?
By Tyler Jones Sherex Application Engineer
When material is too thin to tap threads, clinch nuts and rivet nuts are used to help fasten the application. Both rivet nuts and clinch nuts allow for additional components to be attached using these threaded fasteners, and both attach mechanically to the base material. But what’s the difference? Which one is better?
Using a Clinch Nut over a Rivet Nut
Clinch nuts are great. They are smaller, self-clinching, internally threaded nuts that are pressed into the base material. Some of the advantages of using a clinch nut over a rivet nut are:
Can be installed in very thick base material.
There can be almost flush installation on the base material with clinch nut installation. Some small flange rivet nuts or countersunk rivet nuts can make near flush installation, but not as flush as clinch nuts.
There isn’t a specific installation tool for clinch nuts. They can be installed with something like an arbor press, though automation systems are very popular for clinch nut installation.
Can fit different material geometries than rivet nuts.
Using Rivet Nuts over Clinch Nuts
Rivet nuts are also great. Often referred to blind rivet nuts, they are threaded inserts that install on one side of the application to provide a strong attachment point. Unlike clinch nuts, these are installed by pulling the base of the rivet nut and crimping it to one side of the material, instead of being pressed on. Installation requires specific rivet nut tooling to crimp the rivet nut on to the material. Advantages of rivet nuts of clinch nuts are, generally:
Rivet nuts have a wide variety of shapes, sizes, and can even feature floating threads.
Very easy to install with proper tooling.
Stronger thread. Rivet nuts, generally, and especially with hexagonal body, are more resistance to spin-out than clinch nuts.
Cost of standard rivet nuts is similar to the cost of a standard clinch nut.
Comparing and Contrasting Installation of Clinch Nuts and Rivet Nuts
When installing Clinch Nuts, access to both sides of the base material is needed. For Rivet Nuts, installation is only needed with having access to one side of the base material or work piece.
For high volume installations, fastener automation systems are the preferred method to install both clinch nuts and rivet nuts, but some rivet nut hand tools can be used for high volume installation of rivet nuts, including for use on an assembly line. For a manual approach to installing clinch nuts, something as simple as an arbor press can provide installation.
With price between clinch nuts and some standard rivet nuts as fairly similar, factors into determining when to use a clinch nut can be:
Is there access to install using the backside of the work piece?
How much thread strength and spin out is required for the application?
Will installations be performed by an operator or through automation?
The answer to these questions will help determine if a clinch nut or rivet nut will make the best fastener for your application. For suggestions on the best fastener to use for your project, please contact Sherex Fastening Solutions.
Posted by Pier Cipollone on | Comments Off on When Fastening Automation Makes Sense
There are variety of ways to install fasteners like rivet nuts or clinch nuts into workpieces. Hand tools — manual, hydro-pneumatic, or pneumatic, are popular options and are used in low and high volume assemblies.
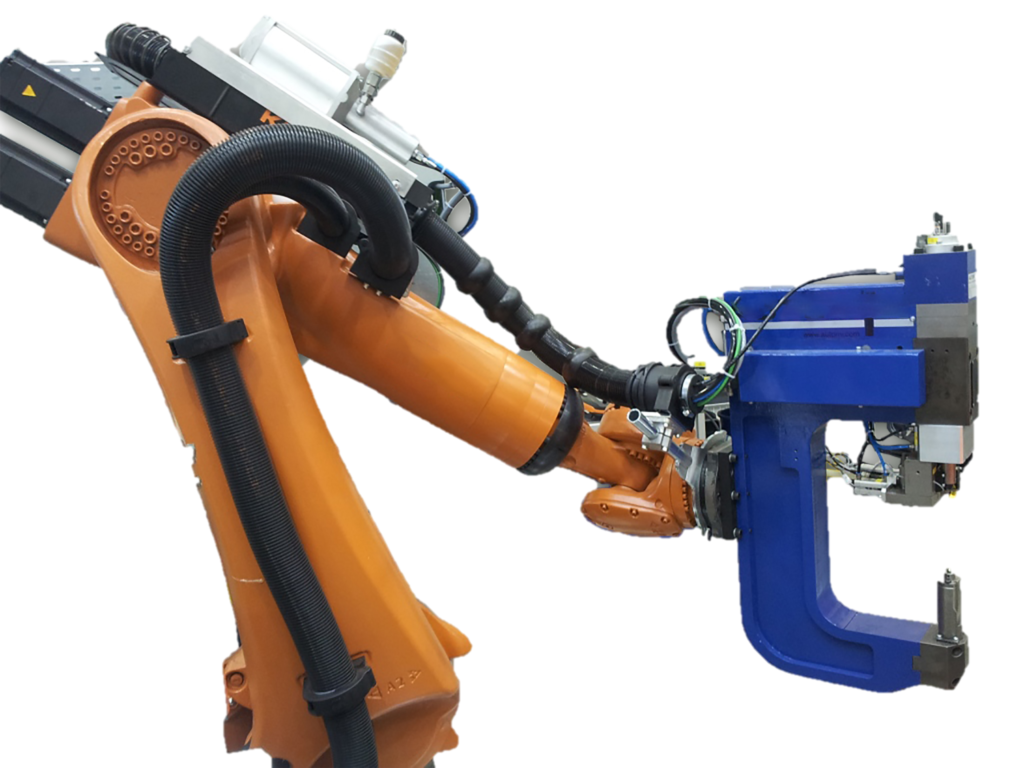
Automation is another option. Fastener automation systems usually consists of a robotic arm or robotic station where fasteners are automatically installed into the workpiece. In some cases, this removes the need for a human to be involved, letting the automation system handle the work itself. Sounds great, but let’s take a look at when using these systems make a lot of sense, and the advantages of having an automated system.
Large Quantity Installations
Automated fastening systems are typically used for high volume installations, on an assembly line for example. These systems install fasteners faster than manual assembly, and it might not take much human operation besides initial set up. Some automation systems even have a mobile arm that grabs the work piece and installs the rivet nut or clinch nut. Either way, the cycle time from part installation to part installation on an automated fastening system are faster than installations with spin-pull hand tools, which are also used in high volume installations, by at least a 2 to 3 seconds. Multiply that over the course of an hour and your throughput could increase considerably.
Automation Fastener System with Mobile Arm
24/7 Installations
US manufacturers are BUSY. Demand for everything from cars, to exercise machines, to refrigerators, to furniture is through the roof. Increase in demand means time is money. The quicker things leave the plant, the more money to be made. This is where automation comes in. Automated fastening systems can run 24/7 without the need for humans. Once set up properly, and enough fasteners and materials are in place, the fastening systems can be self-sufficient. As long as there are parts and a conveyor system, the system could run non-stop.
For as intelligent as mankind is, we’re also clumsy. Robots, on the other hand, are precise. Automated fastening systems install parts to the exact force and at the exact location every time. Some systems also come with process monitoring, which can tell if the part has been installed properly based on a variety of factors, including pulling force of the system and material thickness of the application. If an installation is improper, a stop tool function is an option to ensure no more unsatisfactory installations take place which would avoid rework and material waste. This also prevents potentially dozens or hundreds of unsatisfactory installations from taking place.
ROI
This is the most important factor in any decision about automation. What’s the cost? And will I make my money back? It’s no secret that automation is more expensive than a traditional spin-pull, line ready tool like the FLEX-5. But factor in increased quality of installations, increased throughput, and ability for the fastening system to be more efficient and able to run without operators, the return on investment could be substantial over time if you factor in labor costs. Maintenance on automation systems will occur over time, and it might be recommended to have yearly scheduled maintenance on the systems to ensure efficient performance, but during that time there could potentially be no rework, no waste, and outstanding quality at no operator expense.
Sherex has a wide range of fastening installation systems that can satisfy a wide range of high volume rivet nut and clinch nut installations. The Sherex Engineering Team can help determine the best tooling option at your facility, including if automation is an viable option. Contact us to learn more about fastener automation and how it could be a solution at your location.
Posted by Pier Cipollone on | Comments Off on Why Process Monitoring Is More Important Than Ever
Deciding on what fastener to use on an assembly takes a lot of time and effort.
First you have to analyze what fastener will provide the proper strength and grip to secure joints, and then combine that with the right tooling to make installations efficient. These processes take a lot of time and effort from engineering to determine the best fit for your product, and that doesn’t even factor in the investment in purchasing fasteners, tooling and calibration units.
So when it comes to the actual installation of the fastener on to the assembly, and after putting in all the work to find the correct product and tooling, the installation has to be perfect. Unfortunately, this isn’t always the case.
Sherex Process Monitoring System analyzes fastener installations
When installing fasteners at a high volume, anything from human error, tooling issues, improper hole sizes or material thickness variations may occur from time to time. These improper installations could lead to bigger problems down the road. Not only could it lead to safety concerns, but could also lead to material waste, re-work, and other expensive delays that cost manufactures valuable time and money.
This is why Process Monitoring is so important. Having a Process Monitoring Installation System in place lets the operator/installer know if their fastener installation is satisfactory or not. With a system that’s configured to the specific part that’s being installed, along with the thickness of the base material it’s being installed into, these systems determine the results of an installation instantaneously. Add in the historical analysis of the installations that are occurring, and installations are driven by quantifiable data, not just by user feel. These systems even support a “stop tool” function to allow operators to analyze or reinstall the part if installation wasn’t satisfactory.
Process Monitoring Systems are required in a number of industries, including automotive manufacturing, and they’re becoming more popular. The ROI on a Process Monitoring System compared to the time and waste of incorrectly installed items, or even potential litigation from an installation that wasn’t perfect, could pay for itself relatively quickly. These systems can be used in low or high volume installations, including on an assembly line.
With installations being so critical to the assembly of any product, the risk of not knowing if an installation is proper is not worth saving a few bucks, especially if a worse case scenario happens, whatever that may be. Process Monitoring Systems combines quality control and efficiency so installers can feel good when the assemblies keep moving down the line.
Posted by Pier Cipollone on | Comments Off on 3D Video of How RIV-FLOAT® Works
We all know the advantages of RIV-FLOAT® and what makes it one of the most unique rivet nuts on the market today. But this new video gives greater insight of how it works.
Take a look at the video below. Notice how the how the floating rivet nut installs like any other rivet nut, but when tightening the bolt to secure the joint, there’s a little play that allows the bolt to be installed “out of perpendicular.” This is a big advantage and very convenient for assemblers.
There are also benefits besides speed and convenience of assembly, like knowing there won’t be cross-threading, and spin-out performance is improved since the floating thread helps align the screw angle during assembly.
Watch the video and see how RIV-FLOAT can make assemblies more efficient and improve the performance of applications.
Posted by Pier Cipollone on | Comments Off on Hex Body Rivet Nuts — Best In Class
When most people think of rivet nuts, they think of little, round body fasteners that are easy to install and have a wide variety of uses.
In reality, we should begin to think of them in hexagonal form. Hex body rivet nuts are amongst the strongest, best-performing rivet nuts on the market today.
Hex body rivet nuts come in the same material as round body (aluminum, steel, stainless steel, etc.), they can have a large flange or small flange, and, like their round-body counterparts, can possess special features such as a mechanical lock to keep joints secure in high-vibration environments, or a watertight gasket to keep dirt, water, dust, or other potential corrosives from degrading the joint over time.
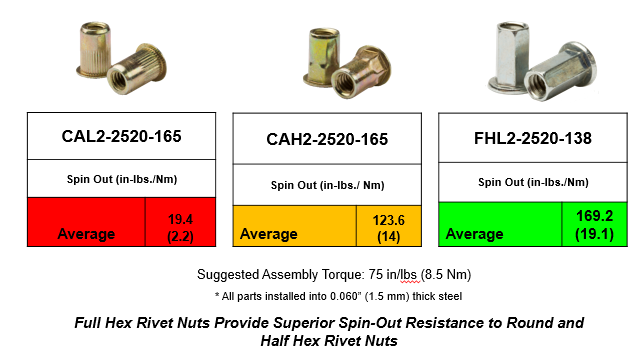
Most importantly, hex body rivet nuts out perform their round body brothers in just about every performance metric available. Spin-out, torque out, push out and pull out. Look at the graphic below to see the overwhelming spin-out performance boost offered when switching to a half-hex or full-hex rivet nut body style.The hex body rivet nut is almost 10 times stronger than a typical, knurled round body rivet nut when installed in the same material. Due to their larger cross-sectional areas, full-hex rivet nut body styles also have increased thread performance as well as enhanced pull-out/push-out resistances when compared to their round-body and half-hex counterparts.
Testing hex body rivet nuts in 1/4-inch thick steel for an agriculture equipment manufacturer
Although hex body rivet nuts can be installed in any material, steel or harder materials will provide the best mechanical properties for improved performance. Just keep in mind the potential for galvanic corrosion when choosing certain materials for your rivet nut versus the base material it’s installing in.
The only caveat with hex-body style rivet nuts? You need a hex hole to install them with. For many manufacturers, making hex holes quickly and reliably (or, sometimes, even at all) can be a complicated task and the main barrier of entry, but it’s a process that in the long run will make that manufacturer’s products perform better when using rivet nuts. Many manufacturers are making the switch, knowing the performance will last.
Half-hex body rivet nuts are available as well, but they too need to be installed in hex holes. The prevailing advice is to go with full hex due to the previously-mentioned structural benefits provided by the larger cross sectional area. However, half-hex rivet nuts maintain many of the enhanced spin-out benefits at a lighter weight and at a lower cost.
Sherex’s FHL, FHK Series and large style LRGH Series rivet nuts are becoming more and more popular and used by many manufactures in automotive, heavy truck, and construction and agriculture equipment industries.
It’s really quite simple, if you can produce a hex hole, you should be using a hex body rivet nut. For more information about hex body rivet nuts and using them in your applications, contact us!
Posted by Pier Cipollone on | Comments Off on Large Size, High Strength Rivet Nuts
Rivet nuts have a wide variety of uses. They are used to assemble furniture, automobiles, refrigerators, exercise equipment and everything in between.
But what about huge pieces of equipment, like large construction and agriculture equipment? Could a little rivet nut handle the rigors of heavy vibration and rigorous use that construction workers and farmers demand out of their large investments? Short answer is yes. The rivet nuts that are used in those pieces of equipment are just bigger and stronger.
Lots of balers, tractors, dump trucks, and other enormous earth movers use large size, high strength rivet nuts in their assemblies. These rivet nuts provide the strength needed to handle the rigors of these giant machines. In our testing, Sherex’s 5/8-11 LRGH Full Hex Rivet Nuts had a pull out strength over 30,000 pounds of force, spin out was greater than 157 ft-lb and torque out greater than 250 ft-lb. To give an example of how strong the torque out is, a Grade 5 bolt recommended assembly torque is 120 ft-lb.
LRGH Series — This Large Size, Full Hex Rivet Nut is amongst the strongest rivet nut available.
Large size rivet nuts come in thread sizes as large as 3/4-inch and M16 and can come in both round body style and hex style. The large size, hex body style rivet nut is amongst the best performing rivet nut on the market today, as the hex body provide superior spin-out performance to any round body rivet nut.
To install these large size, high strength rivet nuts, you need a large size, high strength tool. Sherex’s FLEX-18 delivers up to 18,000 pounds of force to install these rivet nuts on the assembly line.
3D Models of Large Size, High Strength Rivet Nuts Available!
3D Models of Sherex’s Large Size, High Strength rivet nuts are now available for download on Sherex.com and Traceparts.com. For those interested applying large size rivet nuts to your project, please contact us to talk to our engineers.
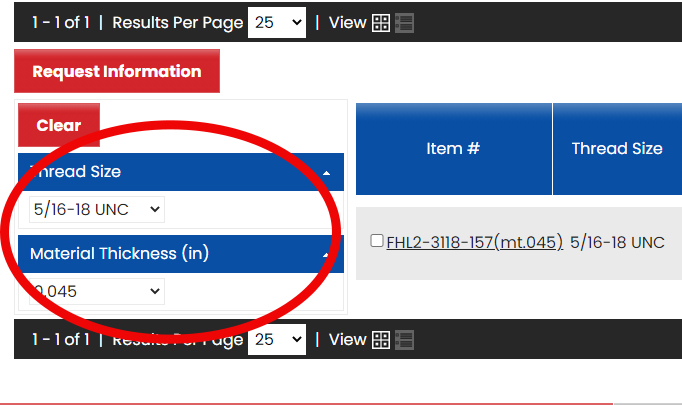
With an easy to use sort function, find the correct rivet nut based on thread size and material thickness, click on the 3D icon in the table, then download your 3D rivet nut in just seconds.
The 3D widget allows users to use the mouse to drag, turn the model, and zoom in and out using the scroll wheel.
There are over 50 different file type prints are available for download, including including SOLIDWORKS, AutoCAD, and PDFs, with each 3D model. Design engineers are encouraged to download our installed models for better design capabilities in their projects.
This project with ThomasNet and Traceparts integrates the 3D models of installed versions of rivet nuts that are available on TraceParts onto Sherex’s website for a better user experience for those looking for quality rivet nuts.
Find the right style and size of your rivet nut faster. Check it out!
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.





 Sherex makes a variety of
Sherex makes a variety of 




 Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post
Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post