Posted by Pier Cipollone on | Comments Off on Sherex’s Mobile Process Monitoring System
In the fast-paced world of automotive manufacturing, efficiency, precision, and adaptability are critical to staying ahead. For a one automotive tier, Sherex Fastening Solutions delivered a custom tooling solution to combine flexibility and precision: a Mobile Process Monitoring System, integrating the MDS A210 and FLEX-5 Process Monitoring System. This innovative system can help assemblers transform how rivet nut installations are managed, offering a wide-range of options on the assembly floor. Adding to this, the two state-of-the-art process monitoring systems offer mobility, quality assurance, and data-driven insights—all from a single, versatile platform.
A New Standard in Flexibility
Traditional rivet nut installation systems are often stationary, tethered to a single assembly cell. This can limit efficiency in dynamic production environments where flexibility is key. Sherex’s Mobile Process Monitoring System breaks this mold by mounting the powerful MDS A210 and FLEX-5 Process Monitoring System onto a mobile platform, allowing assemblers to move the tools seamlessly across the facility. Whether it’s navigating between workstations or adapting to shifting production demands, this solution ensures that high-quality installations can happen anywhere, anytime.
The cart’s mobility allows assemblers in a variety of industries optimize their workflow without sacrificing precision. By bringing the tools directly to the point of installation, downtime is minimized, and productivity increases. This is particularly valuable in high-volume settings where every second counts, and the ability to reposition equipment quickly can make a significant difference in meeting tight production schedules.
Precision and Quality with Process Monitoring
At the heart of the Mobile Process Monitoring System is Sherex’s advanced Process Monitoring System, designed to ensure perfect rivet nut installations. The FLEX-5, paired with the MDS A210, delivers real-time quality assurance by evaluating each installation for both the rivet nut and the base material. The system provides immediate OK/NOK (Not OK) feedback, alerting operators to any issues during the installation process. If an installation is flagged as NOK, the system’s “stop tool” function halts operations, allowing for review and correction before proceeding, reducing errors and waste.
The integration of these tools with a central controller takes quality control to the next level. The system collects critical data, including force and distance metrics, as well as the number of blind rivet nuts installed and overall parts produced. This data is stored and can be exported to a USB or server for detailed reporting, enabling manufacturers to track performance, identify trends, and maintain compliance with stringent industry standards, such as those required in automotive assembly.
Data-Driven Efficiency
The Mobile Process Monitoring System reporting capabilities provide historical installation data, offering a clear view of production efficiency and quality over time. With customizable settings and easy-to-read screens, operators can quickly interpret data and make informed decisions. This level of transparency is invaluable for automotive tier assemblers, where maintaining high standards while minimizing costs is a constant balancing act.
By ensuring perfect installations, the cart helps reduce material waste and rework, driving down costs while boosting overall efficiency. The 2-3 second cycle time of the FLEX-5 and about 5-6 seconds for the MDS A210 ensures that high-volume production lines keep moving without compromising quality. For industries like automotive, where process monitoring is increasingly a requirement, this solution aligns perfectly with evolving quality standards.
Why It Matters
Sherex’s Mobile Process Monitoring Cart is more than just a rivet nut installation tool—it’s a strategic advantage. By combining the mobility of a cart-based system with the precision of the MDS A210 and FLEX-5, Sherex has created a solution that adapts to the current needs of assemblers in not only automotive, but all industries. Whether it’s installing rivet nuts in aluminum, composites, or other materials, this system delivers consistent, reliable results across diverse applications.
Ready to elevate your assembly process? Learn more about Sherex’s Process Monitoring Systems and discover how our Mobile Process Monitoring Cart can drive efficiency, quality, and flexibility in your facility. Contact our team today to explore how this innovative solution can be tailored to your production needs.
Posted by Pier Cipollone on | Comments Off on Rivet Nuts vs. Weld Nuts: An Obvious Choice
Two commonly used fasteners in metal fabrication are rivet nuts and weld nuts. While they might seem similar in function by creating a strong joint, each offers distinct advantages and disadvantages depending on the application. But as you continue to read on, the advantages rivet nuts have over weld nuts are quite substantial in terms of time, waste, and cost effectiveness.
Here are some detailed comparisons to help decide which fastener is best for your application.
What Are Rivet Nuts?
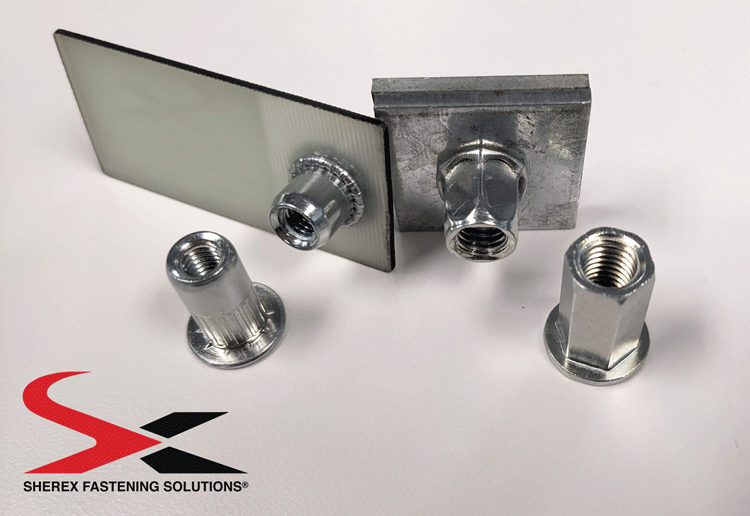
Rivet nuts, or threaded inserts, are tubular fasteners that can be installed into pre-drilled holes in a variety of materials, including thin metals and plastics. They are secured by deforming the body of the nut to collapse and attach to the base material using specialized tools.
Uninstalled and installed rivet nuts
Advantages:
No Welding Required: Perfect for projects without access to welding equipment.
Ease of Installation: Can be installed quickly using hand tools or power tools.
Versatile Applications: Useful in thin or soft materials where traditional threading isn’t feasible.
Installed Blind: Only need one side of the workpiece to install a rivet nut.
Removable: Though not ideal, rivet nuts can allow for disassembly and reassembly without damaging the surrounding material. If there is an issue, the entire workpiece isn’t lost and rework can occur.
Small Footprint: Rivet nuts installation, even in high volume, only need a small handheld tool and air hose hookup. Some tooling even belong on assembly lines. Welding cells take up much more space and are messier, and smellier.
Can be Installed Post Paint: There is no worries about paint being chipped or discolored after installation. This makes for an easier process instead of painting after installation.
Disadvantages:
Lower Load Capacity than Weld Nuts: Rivet nuts may not provide the same load-bearing strength as weld nuts, but often times don’t need to.
Risk of Spinning: If improperly installed, the nut can spin in place, making it difficult to secure fasteners. But with today’s process monitoring tolling, automation, and even calibration units, there are control measures that help deter this and make sure rivet nuts are properly installed so they perform.
When to Choose Rivet Nuts
Rivet nuts are better suited for:
Thin materials or situations where creating a thread isn’t possible in the base material.
Applications that are only able to be installed on one side of the work piece.
Quick installations in lightweight or portable projects.
Easy to install: operators with limited assembly experience can quickly learn how to install rivet nuts with proper tooling.
What Are Weld Nuts?
Weld nuts are specialized nuts designed to be permanently affixed to a metal surface using a welding process. They come in various shapes, such as hexagonal, round, or square, and often include flanges or projections to ensure a secure weld.
Weld nuts with a weld splatter on the threads of the installation
Advantages:
High Strength: Weld nuts are ideal for applications requiring high strength and load-bearing capacity. In some cases they are stronger than rivet nuts, but oftentimes the strength they have isn’t completely necessary to the application.
Permanent Joint: Once welded, the nut becomes an integral part of the assembly, reducing the risk of loosening over time.
Vibration Resistance: Excellent for environments where vibration is a concern, as the welded connection resists movement.
Disadvantages:
Requires Welding Equipment: Welding tools and employees who know how to weld are necessary.
Non-Removable: Weld nuts are permanent, so disassembly will likely damage the workpiece.
Heat-Affected Zone: Welding can weaken the surrounding material if not done properly.
Total cost of installation is more: While the price per fastener might be less expensive in some cases, the time it takes to weld, the cost of welding itself (electricity, plus welder wages), the real cost is more expensive than rivet nuts installation.
Bigger Floor Footprint: Manufacturing and assembly is about maximizing space so more products can be produced or assembled. Welding takes up considerable more footprint on the floor than what’s needed to install rivet nuts, and ultimately less efficient to the total operation.
New Spot Welder or Resistance Welder Extremely Expensive: New automated welding equipment are well over $100,000 these days, much more expensive than rivet nut installation systems, including rivet nut automation.
Need to be Installed Pre-Paint: Because of splatter and discoloration of the welding installation.
When to Choose Weld Nuts
Weld nuts are ideal for:
Heavy-duty applications, such as automotive chassis.
Environments where vibration and torque are significant factors.
Projects where permanent fastening is preferred.
Conclusion
The choice between weld nuts and rivet nuts depends on the specific demands of your project. If you need a permanent, high-strength solution and have welding capabilities, weld nuts are the way to go. However, if you’re working with lightweight materials, need a removable fastener, or lack welding tools, rivet nuts are a versatile and user-friendly alternative.
By understanding the strengths and limitations of each fastener, you can ensure a secure and efficient assembly, no matter the task at hand.
Posted by Pier Cipollone on | Comments Off on Stainless Steel Rivet Nuts
Sherex offers has a variety of stainless steel rivet nuts available in different styles. One of the biggest reason to use stainless steel blind rivet nuts is to help battle corrosion. These fasteners are designed to provide strong, threaded connections in thin-walled materials, particularly for applications where only one-sided access is available—often referred to as “blind” installations.
Sherex’s stainless steel rivet nuts come in high-grade 302, 304, 316 and 430 stainless steel, offering excellent resistance to corrosion, chemicals, and harsh environments. They are available in multiple styles, including:
Round Body: These versatile rivet nuts fit standard drilled or punched round holes, providing a straightforward installation for many applications.
Half Hex Body: Known for their increased spin-out resistance, half hex body rivet nuts are ideal for high-torque applications, though they require a hex-shaped hole for installation.
Sherex is an exclusive North American distributer of Tubtara rivet nuts. Tubtara’s HUPO/HUKO half hex series features 304 stainless steel.
Installation Benefits
Stainless steel rivet nuts are a alternative to weld nuts, eliminating issues like thermal distortion, weld-related fumes, and a more expensive total installed cost. They provide high-strength threading for materials that are too thin for traditional tapping, and one-sided installation means they can be used on finished or hard-to-reach components without risking damage to the visible surface.
Applications
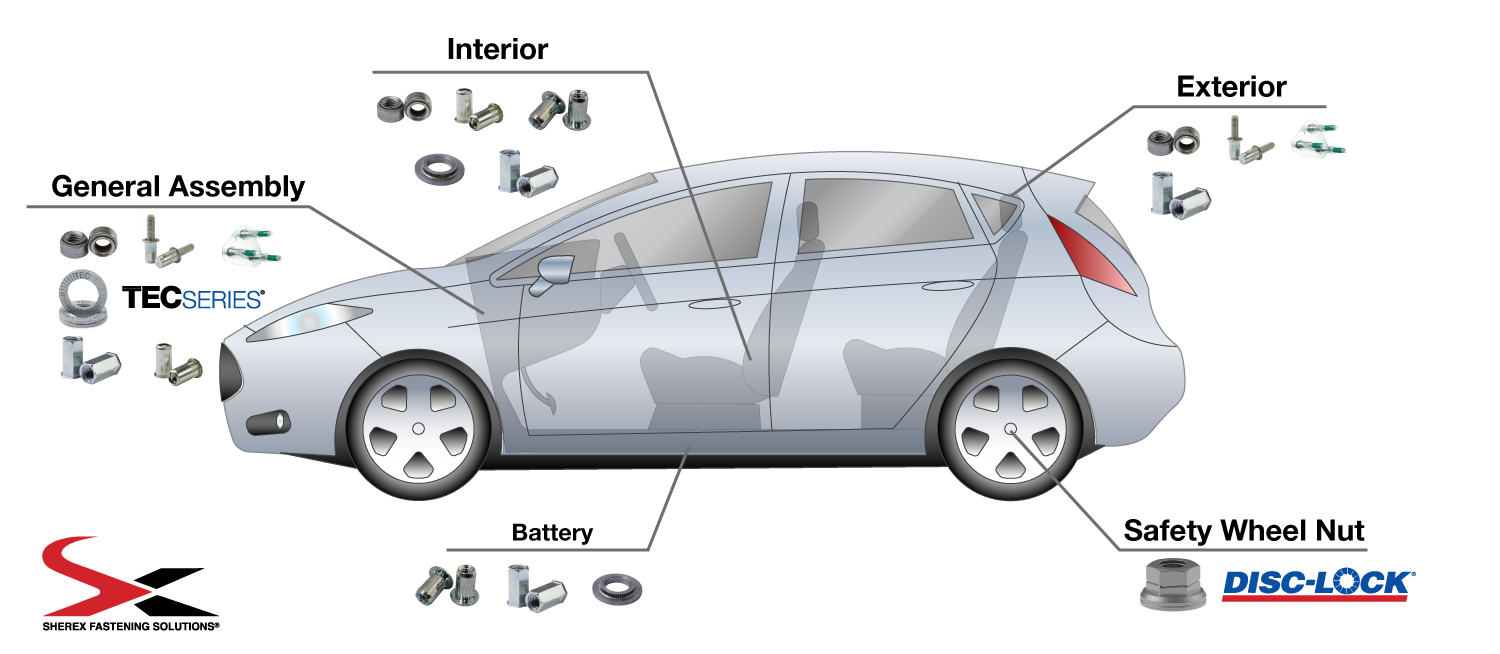
Stainless steel rivet nuts are used in various sectors, including automotive, marine, and industrial applications, where long-lasting, vibration-resistant fasteners are critical.
Posted by Pier Cipollone on | Comments Off on Optisert Receives 2023 Fastener Innovation Award!
Sherex Fastening Solutions’ Optisert, the best performing round body rivet nut on the market, was recently awarded as a winner of the 2023 Fastener Innovation Awards by WorldwideFastenerSources.com.
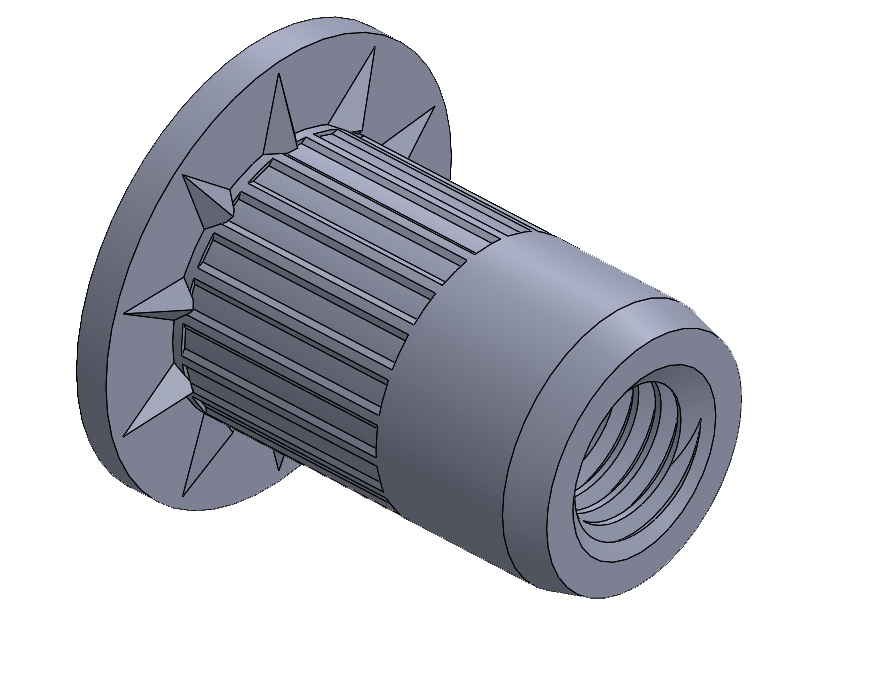
The innovative Optisert was chosen as a winner because of its incredible performance against spin-out. Its proprietary combination of an engineered knurled body and underhead wedge design helps it grip into the base material to prevent it from spinning. In softer materials, like aluminum, plastics, and composites, the spin-out performance matches that of a full hex body rivet nut.
This award “aims to recognize the people and companies to encourage Research & Development in the fastener industry,” as stated in the release by Mike McGuire, president of WorldwideFastenerSources.com.
“We are proud that the Fastener Innovation Awards are based on technical advancements compared to what exists in the marketplace today,” McGuire was quoted in the release.
The Certificate of Recognition and Crystal Marquise Globe given to the award winners
Optisert took over 7 years of research and development to become part of Sherex’s standard part offering. That meant lots of testing and tinkering to make sure Optisert would be ready to perform as a premier round body rivet nut in softer materials.
Optisert’s underhead wedges and engineered knurls give it superior grip
“A driving force in the evaluation process is that the fasteners be innovative in assemblies today and that they will become tomorrow’s standard,” the award release said. “Our philosophy is continuous improvement with innovative solutions for customers’ fastening applications.”
Sherex shares the same philosophy and with more innovations coming soon, more awards should be on the way!
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions Year in Review 2023!
Hi all! This year seemed to be the year when the COVID pandemic was clearly in the rearview mirror. We launched the best-performing round body rivet nut, Optisert (which customers love), traveled to see our great customers more than ever, and came up with some great solutions for our customers to solve difficult fastening problems.
Optisert Buzz Is Growing
Optisert’s diamond wedges and engineered knurls creates incredible spin-out resistance
While saying Optisert is the best-performing round body rivet nut may sound like marketing talk, we have the data to back it up. Now, we have the customers too. Many assemblers made the switch to Optisert, and one chose the new round body standard over a potential, and costly, change to a hex body rivet nut too.
The benefit is simple: Optisert’s spin-out performance in composite, plastics, carbon fiber, aluminum, and other softer materials is as great as a hex body rivet nut. Spin-out resistance is critical in many applications, and round body rivet nuts have had significantly less spin-out resistance than hex body rivet nuts. Now, if OEMs can’t produce a hex hole, they can feel confident that Optisert can deliver the performance they expect from a threaded fastener.
We’ve seen Optisert in automotive, heavy truck, and general industrial applications with more projects on the way.
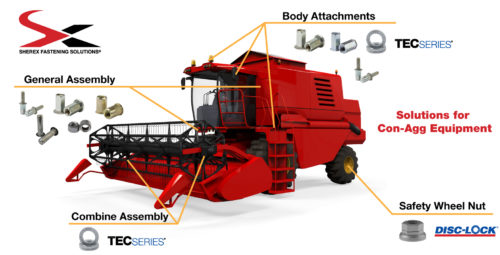
Solutions for Heavy Trucks and Construction and Agriculture Equipment
We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
While many of these our products are standard rivet nut products in our catalog, others are custom solution fasteners designed specifically for the application. Our engineering team will work directly with the OEM to find a solution that is the best performing, cost effective, and makes it easier on assemblies.
Sherex President Adam Pratt Presentation at IFE
Sherex President Adam Pratt had the opportunity to present at IFE and talked about a variety of topics, including how rivet nut fasteners are ideal replacements for weld nuts. The talking points in all of these snippets are great and useful when talking about Sherex products or rivet nut fastening in general.
Like our Optisert round body rivet nut – Sherex has a few more “game-changers” in the hopper that assemblers will love to get their hands on. As Adam Pratt said in his presentation at IFE, Sherex will always try to innovate and push assemblers to use the best fastener for the application. And with more products to come, that means better fasteners and better applications.
Posted by Pier Cipollone on | Comments Off on Compression Limiting Rivet Nuts
In our last blog post, we discussed compression limiters, their usage, and their benefits. However, there is an even simpler solution available: combining a compression limiter with a rivet nut to create a compression limiting rivet nut.
A compression limiting rivet nut integrates both a rivet nut and a compression limiter into a single piece with a unique part number.
Example of a Compression Limiting Rivet Nut
This part offers several advantages:
1. It is a single component instead of two separate parts. This streamlines assembly time and simplifies the ordering process for purchasers, as they only need to consider one part.
2. It is cost-effective. A compression limiter and a rivet nut combined would likely cost more than a specially designed compression limiting rivet nut.
How does it work?:
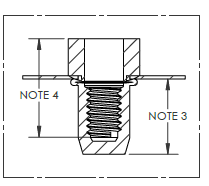
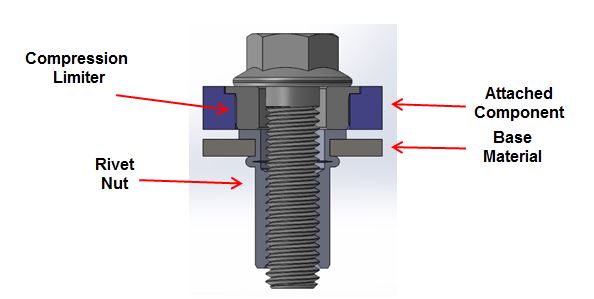
With a compression limiting rivet nut, it pretty much acts as a rivet nut with a bigger shoulder or spacer combined on top of the rivet nut. When the compression limiting rivet nut installs, it installs into the base material, but the spacer or compression limiter then sits above it as to not distort the material sitting on top.
Top half is the compression limiter, bottom half rivet nut!
Like all compression limiters made and designed by Sherex, they are all unique to the application and the same applies with these compression limiting rivet nuts. They are very popular in automotive applications with pretty much limitless designs: round body, hex body, underhead seals, knurls, ect. Sherex engineering works with the application design engineers to come up with a design that will surpass performance expectations while also being the most cost-effective solution compared to other fastening options.
So, if considering a compression limiter, a compression limiting rivet nut might be the solution you need!
Posted by Pier Cipollone on | Comments Off on What are Compression Limiters?
Compression limiters are typically cylindrical components made of steel, stainless steel, brass, or aluminum that prevent overstressing of usually plastic or composite material and fastener clamp load loss during fastener installation. They can be used integrated with a fastener, such as a rivet nut, to provide metal to metal transfer of forces during the joint assembly.
This helps to prevent the surrounding material from being deformed or damaged.
Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.
The designs of a compression limiters are limitless. They can very large or very small, have knurls or wedges, or just be a smooth body cylinder like a spacer. What all compression limiters have in common, though, is that they are UNTHREADED. In some scenarios a bolt may pass through the compression limiter, it doesn’t have threads to keep the bolt in place.
What applications are compression limiters used in?
Metal compression limiters are commonly used in industries such as automotive, aerospace, construction and agricultural equipment, and in general construction where high strength and reliability are crucial. They are often used in applications where the joint must withstand significant loads or stresses, such as in structural connections or engine components. They are oftentimes used to not distress the base material.
How they are made?
Compression limiters are either cold-formed or machined. Sherex engineers design compression limiters for specific applications, so many of these parts are unique to the project they were designed for.
Sherex makes hundreds of thousands of compression limiters every year out of its Sherex Akron facility in Akron, Ohio. To learn more about compression limiters or if in of a compression limiter for your application, contact us!
Posted by Pier Cipollone on | Comments Off on Optisert Rivet Nut vs Hex Body Rivet Nut in Automation
It’s recommended that if manufacturers and assemblers can create a hex hole, using a hex body rivet nut is the best way to attach a joint together.
But what if you’re using a fastener automation system? Is a hex body rivet nut the best rivet nut to use when installing them automatically through an automation installation system?
With high volume installations of rivet nuts, automation is a best practice method. It’s faster than human installation, installations are perfect (and if they’re not the system will let you know), and it doesn’t need a human to install the rivet nuts. But when using a hexagonal hole to install hex body rivet nuts using automation, this is where things get tricky.
Optisert vs. Hex Body Rivet Nut
The automation feeder needs to be able to line up the points of the hex body rivet nut with the points of the hex body hole, perfectly. It’s not ideal, but possible through more expensive automation equipment. With a round body rivet nut into a round hole, there’s no need to worry about the points lining up… because, well, there’s no points on a round body rivet nut or a round hole!
Oh yeah, but what about performance?
So yes, hex body rivet nuts are recommended. It’s the best rivet nut at resisting spin-out. BUT, Optisert can hold its own. Its performance metrics are greater than a half hex body style rivet nut, and more similar to a full hex body style rivet nut in some base materials (softer materials like plastic, composite, aluminum). Plus, Optiserts are less expensive than full hex body style rivet nuts.
So when deciding between full hex rivet nuts and round body rivet nuts for automation, rivet nut performance might not be the first criteria. Ease of installation for the automation system to run efficiently will be a high priority. With Optisert’s performance similar to a hex body rivet nut, and it being a round body, Optisert might very well be the best rivet nut option for automation on the market today.
Sherex has been working for over five years on a round body rivet nut that can perform comparably vs. a half hex body rivet nut. This rivet nut can do that.
We are still going to recommend a full hex body rivet nut if you can make a hex hole – especially in harder material like steel and stainless steel. But if a round hole is the only hole that can be produced, especially in softer materials like plastic, fiberglass and aluminum, Optisert’s performance is impressive.
“We’ve had over five years of product development to get the performance where we want it,” said Sherex Engineering Manager John Knechtges. “We’ve done similar wedgehead, knurled rivet nuts as specials for projects, but this standard part has unmatched performance. We’re really proud.”
Let’s look at the numbers:
Optisert vs. CAL Series and CAL Wedge round body:
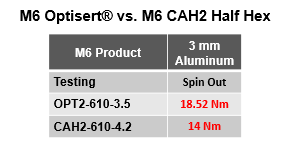
Optisert vs. Half Hex:
The numbers speak for themselves. Optisert spin-out performance is closer to the performance of a full hex rivet nut than a normal, round body CAL rivet nut, and GREATER than a half hex rivet nut.
With knurls underneath the flange that bite into the material, resistance to spin out is very extraordinary. Spin-out occurs when the rivet nut spins into the hole it’s installed into. Spin-out would potentially occur in applications that experience heavy vibration, or in applications that experience a lot of strain and force.
For industries that are continuously looking for lightweighting options, like automotive and heavy truck, Optisert is an ideal option for a threaded insert fastener. Optisert also comes in a closed end option with a seal that comes standard. The seal does not compromise grip, and helps keep dust and water out of the base material.
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions 2022 Year in Review
What a year!
It was great getting back to some normalcy. But with getting back to normal and ramping up came with challenges many manufacturers ran into this year: SUPPLY CHAIN. With that said, we feel we navigated supply chain issues better than our competitors and we even made moves that will hopefully mitigate those risks in the future.
Let’s take a look at some of the highlights from Sherex this year!
Operators LOVE our Calibration Unit and our Process Monitoring Units
Sherex’s Hand Tool Calibration Unit
When we released our Hand Tool Calibration Unit in 2020, we knew this would be a great tool for any installer. And after two years, we keep getting glowing praise. We hate to toot our own horn, but the tool is awesome. There are so many features the tool can provide, like exporting historical data, showing the recommended installation force on Sherex rivet nuts, and even graphing those recommended forces on to calibration unit to make sure the tool is inside of those parameters. By periodically checking the force of any spin-spin or spin-pull tool, you’ll feel confident the tool is operating how you want it, decreasing the guessing game on the pulling force, waste, and rework.
Some of our automotive tiers have had dozens of our FLEX-5 Process Monitoring Tools installed this year. Sherex Process Monitoring Tools let operators know if the rivet nut installation was perfect, instantly. Sherex sets the tool up to determine if the install was correct based on a variety of parameters: hole size, material, material thickness, rivet nut, rivet nut size, pulling force of the tool, etc. When all those parameters qualify, the system reads it as a good installation. This kind of tool combines quality and efficiency, and lets OEMs know, with data, that installations were perfect or not OK. These tools are perfect for high volume installations like on an assembly line and meets the process monitoring requirement many auto manufacturers require.
Our customers have nothing but great things to say on both these quality tools – you must try them if you haven’t already!
Sherex Poland and Sherex UK locations are off and running
We opened Sherex Poland last year and Sherex UK in 2019 and both locations have been building trust and supplying millions of our quality rivet nuts, threaded inserts, clinch nuts, wedge locking products and tools throughout Europe.
These locations serve as engineering, sales, customer support and warehousing for Europe, bringing us closer to our European customers and therefore, decreasing the total length of our supply chain. This year, new customers were pleasantly surprised we had stock AND could ship quickly! Great year by both Sherex Poland and Sherex UK.
Sherex Akron gets big upgrades, improving supply chain
New Part Former Machine at Sherex Akron
Sherex Akron, located in Akron, Ohio, makes all of our aerospace and Department of Defense parts, along with millions of other parts for a variety of other industries, put online two new part formers that as part of Sherex’s global capacity plan. These cold formers have allowed us to diversify the products we make in Akron while decreasing lead times. Akron still is capable of doing many short run jobs, but these part formers will really help with some of the major projects we’ve won throughout the year. Look for lot more product coming out of Akron in the future!
Have a Made in America requirement? Keep Sherex Akron in mind!
Optisert® is coming…
Sherex’s Optisert Rivet Nut
We’ve been talking about it for quite some time, but now it’s ready to be released. Sherex’s new round body rivet nut, Optisert, is set to be released in early 2023. Once released, Optisert will be the best performing round body rivet nut on the market. The combination of knurled body and underhead wedges give it superior strength when installed in softer material — its performance matches and in some cases is greater than a hex body rivet nuts!
This will be the “New Standard” when it comes to round body rivet nut and performance. Stay tuned!!
Look for more industry specific content in the future
You know Sherex has Solutions for EV Automakers, but we also have solutions for Construction and Agriculture, Aerospace, Heavy Truck, Renewable Energy, and more.
Keep a look out for some of that industry specific content to show how Sherex can help make applications in all industries get assembled easier and perform better.
These are some of highlights this year and our strategy going into 2023 and beyond.
Overall, Sherex had a strong year and we’re proud of our team to make that happen. One thing that will never change is our desire to find a solutions to your fastening problem. Customer service is key to our success, and we promise to provide the engineering and customer support you need from design, to manufacture, to assembly!
We wish everyone a happy holiday and best wishes in 2023.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.













 We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
 Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.
Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.


 Sherex has been working for over five years on a round body rivet nut that can perform comparably vs. a
Sherex has been working for over five years on a round body rivet nut that can perform comparably vs. a 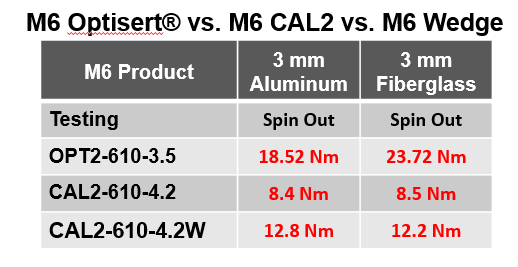
 The numbers speak for themselves. Optisert spin-out performance is closer to the performance of a full hex rivet nut than a normal, round body CAL rivet nut, and GREATER than a half hex rivet nut.
The numbers speak for themselves. Optisert spin-out performance is closer to the performance of a full hex rivet nut than a normal, round body CAL rivet nut, and GREATER than a half hex rivet nut. With knurls underneath the flange that bite into the material, resistance to spin out is very extraordinary. Spin-out occurs when the rivet nut spins into the hole it’s installed into. Spin-out would potentially occur in applications that experience heavy vibration, or in applications that experience a lot of strain and force.
With knurls underneath the flange that bite into the material, resistance to spin out is very extraordinary. Spin-out occurs when the rivet nut spins into the hole it’s installed into. Spin-out would potentially occur in applications that experience heavy vibration, or in applications that experience a lot of strain and force.