




By John Knechtges
Engineering Manager, Sherex Fastening Solutions
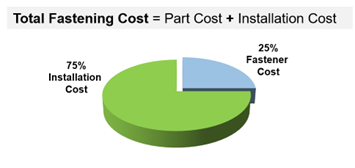
Blind rivet nuts are threaded fasteners that provide strong attachment points in thin materials. They can be utilized in many sheet types, including ferrous and non-ferrous metals, plastics, and composites. Advantages over competing alternatives, such as weld nuts, are: blind rivet nuts only require one side of the sheet to be installed, can be installed after finishes have been applied to the base sheet (no thread masking), and can be installed with comparatively inexpensive tooling. Considering speed, consumables, and methods of installation, rivet nuts support the “Lowest Total Installed Cost” model.
To install rivet nuts, a tensile force must be generated on the body, thereby compressing the unthreaded portion, mechanically riveting the item to the sheet. This tensile force will vary by body size, material type of the rivet nut, and even material thickness of the base sheet. If the installation force is not adequate or appropriate, harmful failures can result.

Uninstalled and installed rivet nut
An underset rivet nut can result in the rivet nut spinning during assembly or setting further during assembly, producing lack of adequate preload. An overset rivet nut can result in thread damage or the separation of the threaded section from the unthreaded, or riveted, section — effectively, a “pull-out” condition. All these occurrences could be devastating to the assembled joint and can lead to costly in-line reworks. Or worst-case, can later lead to even more costly recalls.
The best way to eliminate costs downstream is to mitigate failure modes upstream. In the case of rivet nut installation, failure modes include: too much force, resulting in oversets (part damage); undersets, resulting in spin-out or inadequate preload; or “offset” installations, where the head of the rivet nut is not in contact with the substrate. This condition can lead to both spin-out and pull out, which is the most harmful scenario. The question remains: how can we prevent these conditions? The answer is rooted in the setup of the installation tool, and what parameters can be monitored.

“Offset” installation
In a production environment, there are two forms of recommended fastener installation tools: pull-to-stroke and pull-to-pressure. Pull-to-stroke is a form of installation whereas the tool is set to pull to a certain distance, typically with a hydro-pneumatic action. The tool will pull the rivet nut down that set distance each time, irrespective of any other setting. This type of tooling is sensitive to thickness variations in the base material. Even slight changes in thickness can result in an over or under-set condition.

Typical rivet nut installation tool
Pull-to-pressure is a bit of a misnomer as it is actually pull-to-force. The installation tool is set to pull to a specific force– still with the hydro-pneumatic function. Pulling to a force accounts for variations in base material thickness, as the tool will “self-adjust” to stroke differences and will continue to pull until the set force is achieved. This is, by far, the best practice method for installing rivet nuts. Setting to a proper force will ensure an appropriate installation, regardless of material thickness variations, so long as the variations are within the prescribed grip range of the rivet nut.
But even if you have the correct pull-to-pressure tool, how do you know if it is set-up properly? Earlier in this article, it was mentioned that every rivet nut has a predetermined installation force range, determined by style, size, and design. When given these parameters by the rivet nut manufacturer, there is no inherent method on the base tool setup to verify exactly what force to which the tool is set. Fortunately, there are devices available that can be used to validate the installation tool setup. Sherex’s Hand Tool Calibration Unit utilizes a direct force load cell to measure the pull force setting, up to 50 kN. The installation tool can be quickly and easily threaded into the unit, actuated, and allow the operator to determine and subsequently adjust to the appropriate force setting.

Hand Tool Calibration Unit
However, pull-force setting is only one part of the equation. Proper pull force will ensure that the rivet nut will set adequately under appropriate operator set up and base material conditions. Of course, we all know that operators are human – they will not always set the rivet nut perfectly flush to the base material; they may not hold the trigger of the tool long enough for a proper cycle; or may place the nut in the wrong location. The base material may not be devoid of defects such as large burrs, or material thickness may not always be within specification. Simply having the tool set to the proper force will not prevent a non-conformance should any of these conditions exist. The only way to completely error-proof the entire installation process is to integrate full installation process monitoring or complete automation.
Rivet nut installation process monitoring incorporates sensors to the installation tooling that measures both the pull force and pull distance of each individual rivet nut. This data is plotted on a force versus distance curve and GO/NO GO evaluation is performed on that curve. Close collaboration with the customer, as well as predetermined performance specifications of the rivet nut, will determine the acceptance parameters, as well as the results of the evaluation. Many times, process monitoring systems will be incorporated into control systems at the end-user, whereas in the event of a bad set, the system will disable the tool or assembly station, preventing poor quality from advancing downstream. Process monitoring will ensure that all set rivet nuts will be validated at end-of-line.

Process monitoring installation tool with full force vs. distance plotting/evaluation
Fully automated systems incorporate all the above concepts, but go further by taking the “human” element out of the process. Full rivet nut automation can be justified by quantities around 250,000 installations per year and above, but can also be justified in lower volumes when considering the need for very high levels of quality. Various forms of feeder systems and end-of arm installation heads, where the rivet nut is presented to a stationary part, or stationary head systems where the part is presented to the installation head can be provided, based on need or want. Fully automated rivet nut fastener systems, such as those provided by Sherex Automation by MDS, can ensure 100% proper locational placement, full consistency for installation force monitoring, as well as full, closed-loop process control.
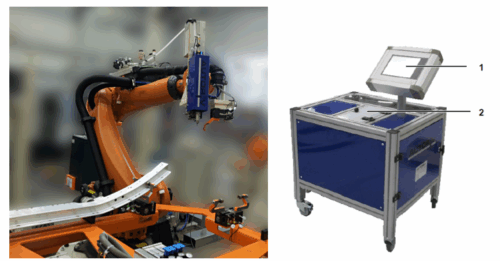
Fully automated installation head (end of arm), with rivet nut feeder
Sherex offers fastener installation systems to accommodate every solution. Engineers are available to evaluate every application to determine the best fit for the Lowest Total Installed Cost.