Posted by Pier Cipollone on | Comments Off on Why Force Matters
By John Knechtges Engineering Manager, Sherex Fastening Solutions
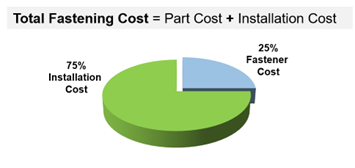
Blind rivet nuts are threaded fasteners that provide strong attachment points in thin materials. They can be utilized in many sheet types, including ferrous and non-ferrous metals, plastics, and composites. Advantages over competing alternatives, such as weld nuts, are: blind rivet nuts only require one side of the sheet to be installed, can be installed after finishes have been applied to the base sheet (no thread masking), and can be installed with comparatively inexpensive tooling. Considering speed, consumables, and methods of installation, rivet nuts support the “Lowest Total Installed Cost” model.
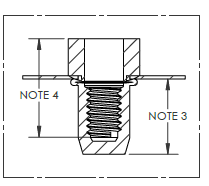
To install rivet nuts, a tensile force must be generated on the body, thereby compressing the unthreaded portion, mechanically riveting the item to the sheet. This tensile force will vary by body size, material type of the rivet nut, and even material thickness of the base sheet. If the installation force is not adequate or appropriate, harmful failures can result.
Uninstalled and installed rivet nut
An underset rivet nut can result in the rivet nut spinning during assembly or setting further during assembly, producing lack of adequate preload. An overset rivet nut can result in thread damage or the separation of the threaded section from the unthreaded, or riveted, section — effectively, a “pull-out” condition. All these occurrences could be devastating to the assembled joint and can lead to costly in-line reworks. Or worst-case, can later lead to even more costly recalls.
The best way to eliminate costs downstream is to mitigate failure modes upstream. In the case of rivet nut installation, failure modes include: too much force, resulting in oversets (part damage); undersets, resulting in spin-out or inadequate preload; or “offset” installations, where the head of the rivet nut is not in contact with the substrate. This condition can lead to both spin-out and pull out, which is the most harmful scenario. The question remains: how can we prevent these conditions? The answer is rooted in the setup of the installation tool, and what parameters can be monitored.
“Offset” installation
In a production environment, there are two forms of recommended fastener installation tools: pull-to-stroke and pull-to-pressure. Pull-to-stroke is a form of installation whereas the tool is set to pull to a certain distance, typically with a hydro-pneumatic action. The tool will pull the rivet nut down that set distance each time, irrespective of any other setting. This type of tooling is sensitive to thickness variations in the base material. Even slight changes in thickness can result in an over or under-set condition.
Typical rivet nut installation tool
Pull-to-pressure is a bit of a misnomer as it is actually pull-to-force. The installation tool is set to pull to a specific force– still with the hydro-pneumatic function. Pulling to a force accounts for variations in base material thickness, as the tool will “self-adjust” to stroke differences and will continue to pull until the set force is achieved. This is, by far, the best practice method for installing rivet nuts. Setting to a proper force will ensure an appropriate installation, regardless of material thickness variations, so long as the variations are within the prescribed grip range of the rivet nut.
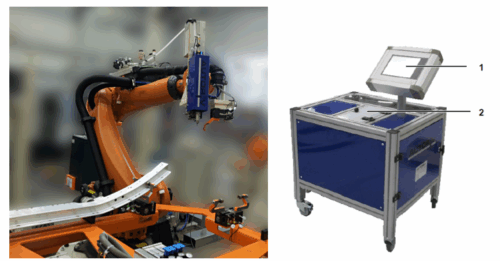
But even if you have the correct pull-to-pressure tool, how do you know if it is set-up properly? Earlier in this article, it was mentioned that every rivet nut has a predetermined installation force range, determined by style, size, and design. When given these parameters by the rivet nut manufacturer, there is no inherent method on the base tool setup to verify exactly what force to which the tool is set. Fortunately, there are devices available that can be used to validate the installation tool setup. Sherex’s Hand Tool Calibration Unit utilizes a direct force load cell to measure the pull force setting, up to 50 kN. The installation tool can be quickly and easily threaded into the unit, actuated, and allow the operator to determine and subsequently adjust to the appropriate force setting.
Hand Tool Calibration Unit
However, pull-force setting is only one part of the equation. Proper pull force will ensure that the rivet nut will set adequately under appropriate operator set up and base material conditions. Of course, we all know that operators are human – they will not always set the rivet nut perfectly flush to the base material; they may not hold the trigger of the tool long enough for a proper cycle; or may place the nut in the wrong location. The base material may not be devoid of defects such as large burrs, or material thickness may not always be within specification. Simply having the tool set to the proper force will not prevent a non-conformance should any of these conditions exist. The only way to completely error-proof the entire installation process is to integrate full installation process monitoring or complete automation.
Rivet nut installation process monitoring incorporates sensors to the installation tooling that measures both the pull force and pull distance of each individual rivet nut. This data is plotted on a force versus distance curve and GO/NO GO evaluation is performed on that curve. Close collaboration with the customer, as well as predetermined performance specifications of the rivet nut, will determine the acceptance parameters, as well as the results of the evaluation. Many times, process monitoring systems will be incorporated into control systems at the end-user, whereas in the event of a bad set, the system will disable the tool or assembly station, preventing poor quality from advancing downstream. Process monitoring will ensure that all set rivet nuts will be validated at end-of-line.
Process monitoring installation tool with full force vs. distance plotting/evaluation
Fully automated systems incorporate all the above concepts, but go further by taking the “human” element out of the process. Full rivet nut automation can be justified by quantities around 250,000 installations per year and above, but can also be justified in lower volumes when considering the need for very high levels of quality. Various forms of feeder systems and end-of arm installation heads, where the rivet nut is presented to a stationary part, or stationary head systems where the part is presented to the installation head can be provided, based on need or want. Fully automated rivet nut fastener systems, such as those provided by Sherex Automation by MDS, can ensure 100% proper locational placement, full consistency for installation force monitoring, as well as full, closed-loop process control.
Fully automated installation head (end of arm), with rivet nut feeder
Sherex offers fastener installation systems to accommodate every solution. Engineers are available to evaluate every application to determine the best fit for the Lowest Total Installed Cost.
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions Year in Review 2024!
Well, what a year! The acquisition into PennEngineering® at the beginning of the year made quite a bit of noise and the feedback has been overwhelmingly positive. Behind the scenes, the transition has been smooth as we continue to migrate into our parent company’s systems and processes. In the front of the house, the most important things have not changed — continuously working to improve all of our fastening products, and the attentiveness to our customers’ needs. Those two pillars will never waver as we move forward into 2025 and beyond. Let’s take a closer look at Sherex’s 2024.
Obviously the biggest news of the year happened just a few days into January when it was announced that PennEngineering® had acquired Sherex Fastening Solutions, and Penn was moving its ATLAS brand of rivet nuts under Sherex. The acquisition was a surprise at the time, but looking back on it, not very surprising. PennEngineering has a variety of top-class fastening companies under its umbrella, including PEM®, Profil®, Haeger®, and SI®, and with the growth and success of Sherex in the rivet nut and mechanically attached fastener space, bringing in Sherex made a lot of sense. The move will continue to help Sherex grow on the manufacturing and sales side.
With the combined Sherex-ATLAS brand, Sherex is now the largest manufacturer of rivet nuts in North America and continues to establish itself globally as a premier company of rivet nut and mechanically attached fastener technology. Our messaging is clear: If you are interested in rivet nut technology and the benefits of rivet nuts, there’s not a better company that can help make your application easier to assemble, while decreasing waste and cost than Sherex Fastening Solutions.
Optisert® Continues to Impress
Optisert is the best round body rivet nut on the market
The best performing round body rivet nut is making more waves as several automotive and general industry assembly projects began to use Optisert in 2024. More customers are beginning to understand not only the improvement to spin-out Optisert has over other round body rivet nuts, but this rivet nut can also serve as fastener to discharge electrical current in electrified applications. Lots of conversions are taking place and if you have a project with softer materials like aluminum, fiberglass, or plastics, Optisert is a perfect fastener for these applications.
Sherex-Penn Marketing Integration
With the integration of Sherex into the PennEngineering ecosystem, Penn has integrated us into a variety of different marketing campaigns and tradeshow exhibitions, including FABTECH, The Battery Show USA, EuroBLECH and The Battery Show Europe.
PennEngineering’s eMobility Solutions is a campaign that showcases Sherex and the rest of Penn’s fastening capabilities in electrified applications like electric vehicles, charging stations and battery storage facilities. Optisert and other Sherex fasteners, including rivet nut studs, play a role in this campaign and there will be more instances where the entire PennEngineering portfolio can play a vital role in fastening the entire application.
Sherex joined PEM and Profil at The Battery Show Europe
ATLAS Products at the New Sherex Warehouse
ATLAS rivet nut products are officially being shipped out of the new Sherex warehouse in Buffalo, NY, further cementing the integration process. ATLAS product was moved into the new warehouse in September and shipments began shortly after.
Soon, ATLAS products will be migrated onto Sherex.com, into a new printed catalog, and customers using the Sherex portal will soon be able to view current inventory and pricing of ATLAS products.
New Sherex warehouse up and running
New Sherex Sample Plates
New sample plates showcasing both Sherex and ATLAS products
The new Sherex Sample Plates are here, and they are pretty! Showcasing the best of what Sherex and ATLAS has to offer in its standard catalog, these sample plates make a great discussion piece for distributors or design engineers looking explain the different styles of standard rivet nuts Sherex has to offer.
Want a few? Contact eneuhaus@sherex.com or ask your Sherex regional sales manager or Sherex representative!
The New RIV943 is a Certified Hit!
The New RIV943
In the late summer, Sherex debuted the new RIV943 hydropneumatic rivet nut tool to our North American customers and it’s been an absolute home run. With a pulling force of 32 kN in a lightweight handle with no booster box, it’s the ideal tool for installing M8-M12 rivet nuts and unified thread equivalents. The tool features a single stage trigger, 2-3 second cycle time, and is extremely durable. The new RIV943 replaces the RIV942 and MS100 and is suitable for medium, high volume, and assembly line rivet nut installations.
The RIV943 has seen already seen repeat orders from some of our largest customers and can also be used on the Sherex Hand Tool Calibration Unit so assemblers and installers can see the exact pulling force of the tool. Call or email us for inventory levels on this new tool as they have been quite popular since its launch.
TEC Series Sales Record!
TEC Series products continue to grow
Sherex’s reusable wedge locking washer brand of products, TEC Series, hit a record sales number for the year before December! More and more customers are learning about the benefits of wedge locking washers and how TEC Series offers the same technology and performance as other similar-styled competitor washers at oftentimes a 20 percent savings.
If you’re using a wedge locking washer to combat vibration in automotive, heavy truck, renewables, or really any kind of application, but not using TEC Series or Disc-Lock products, you’re losing money! Both TEC Series and Disc-Lock wedge locking products have plenty of sizes and styles in stock and ready to deliver!
Posted by Pier Cipollone on | Comments Off on Sherex Announces Southeast Sales & Engineering as New Sales Rep
Sherex Fastening Solutions®, a PennEngineering® Company and global leader in engineered fasteners, tooling, and automation, is proud to announce its relationship with Southeast Sales & Engineering as its new sales representative.
Southeast Sales & Engineering is a professional manufacturer’s representative specializing in the transportation and industrial markets in the southeastern United States, including Georgia, Florida, Kentucky, the Carolinas, Mississippi, and Virginia. Led by president Bo Oliver, Southeast Sales & Engineering brings over 20 years of experience working with manufacturers to find the right fastening solutions for their applications.
With Sherex’s wide-range of innovative fastening products, like the award-winning Optisert®, RIV-FLOAT®, and Hand Tool Calibration Unit, Southeast Sales & Engineering adds another quality line card to their portfolio.
“Sherex’s growth over the past few years has been impressive,” said Oliver, who also represents the ATLAS® line of rivet nuts that will soon be offered by Sherex. “They are on the forefront of fastening technology and have a reputation of being easy to work with. We think our customers will benefit from their product offerings.”
While Sherex has provided the southeastern US with quality fasteners for over 20 years, Southeast Sales & Engineering will improve the visibility of Sherex products across this region.
“I’ve always been impressed with Bo and his team at Southeast Sales and Engineering, so when the opportunity came for them to represent the ATLAS® and Sherex product lines we were not going to let it pass,” said Sherex president Adam Pratt.
Sherex Fastening Solutions, a PennEngineering® Company, is a leading manufacturer of fasteners for thin sheet material applications in steel, aluminum, and composite materials. Beyond its headquarters in Buffalo, NY, Sherex also has sales and distribution facilities in Mexico, UK, and Poland, along with worldwide manufacturing capabilities in the US, Taiwan, China, Malaysia and Ireland. Sherex services a wide-range of industries, including automotive, heavy truck, general manufacturing, renewable energy, construction and agricultural equipment, and aerospace.
Posted by Pier Cipollone on | Comments Off on Optisert Receives 2023 Fastener Innovation Award!
Sherex Fastening Solutions’ Optisert, the best performing round body rivet nut on the market, was recently awarded as a winner of the 2023 Fastener Innovation Awards by WorldwideFastenerSources.com.
The innovative Optisert was chosen as a winner because of its incredible performance against spin-out. Its proprietary combination of an engineered knurled body and underhead wedge design helps it grip into the base material to prevent it from spinning. In softer materials, like aluminum, plastics, and composites, the spin-out performance matches that of a full hex body rivet nut.
This award “aims to recognize the people and companies to encourage Research & Development in the fastener industry,” as stated in the release by Mike McGuire, president of WorldwideFastenerSources.com.
“We are proud that the Fastener Innovation Awards are based on technical advancements compared to what exists in the marketplace today,” McGuire was quoted in the release.
The Certificate of Recognition and Crystal Marquise Globe given to the award winners
Optisert took over 7 years of research and development to become part of Sherex’s standard part offering. That meant lots of testing and tinkering to make sure Optisert would be ready to perform as a premier round body rivet nut in softer materials.
Optisert’s underhead wedges and engineered knurls give it superior grip
“A driving force in the evaluation process is that the fasteners be innovative in assemblies today and that they will become tomorrow’s standard,” the award release said. “Our philosophy is continuous improvement with innovative solutions for customers’ fastening applications.”
Sherex shares the same philosophy and with more innovations coming soon, more awards should be on the way!
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions Year in Review 2023!
Hi all! This year seemed to be the year when the COVID pandemic was clearly in the rearview mirror. We launched the best-performing round body rivet nut, Optisert (which customers love), traveled to see our great customers more than ever, and came up with some great solutions for our customers to solve difficult fastening problems.
Optisert Buzz Is Growing
Optisert’s diamond wedges and engineered knurls creates incredible spin-out resistance
While saying Optisert is the best-performing round body rivet nut may sound like marketing talk, we have the data to back it up. Now, we have the customers too. Many assemblers made the switch to Optisert, and one chose the new round body standard over a potential, and costly, change to a hex body rivet nut too.
The benefit is simple: Optisert’s spin-out performance in composite, plastics, carbon fiber, aluminum, and other softer materials is as great as a hex body rivet nut. Spin-out resistance is critical in many applications, and round body rivet nuts have had significantly less spin-out resistance than hex body rivet nuts. Now, if OEMs can’t produce a hex hole, they can feel confident that Optisert can deliver the performance they expect from a threaded fastener.
We’ve seen Optisert in automotive, heavy truck, and general industrial applications with more projects on the way.
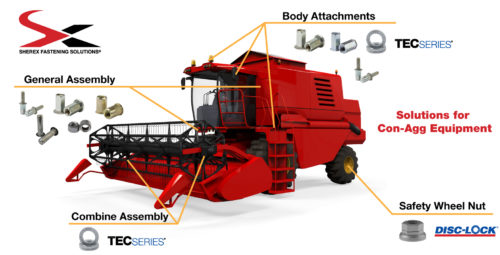
Solutions for Heavy Trucks and Construction and Agriculture Equipment
We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
While many of these our products are standard rivet nut products in our catalog, others are custom solution fasteners designed specifically for the application. Our engineering team will work directly with the OEM to find a solution that is the best performing, cost effective, and makes it easier on assemblies.
Sherex President Adam Pratt Presentation at IFE
Sherex President Adam Pratt had the opportunity to present at IFE and talked about a variety of topics, including how rivet nut fasteners are ideal replacements for weld nuts. The talking points in all of these snippets are great and useful when talking about Sherex products or rivet nut fastening in general.
Like our Optisert round body rivet nut – Sherex has a few more “game-changers” in the hopper that assemblers will love to get their hands on. As Adam Pratt said in his presentation at IFE, Sherex will always try to innovate and push assemblers to use the best fastener for the application. And with more products to come, that means better fasteners and better applications.
Posted by Pier Cipollone on | Comments Off on Compression Limiting Rivet Nuts
In our last blog post, we discussed compression limiters, their usage, and their benefits. However, there is an even simpler solution available: combining a compression limiter with a rivet nut to create a compression limiting rivet nut.
A compression limiting rivet nut integrates both a rivet nut and a compression limiter into a single piece with a unique part number.
Example of a Compression Limiting Rivet Nut
This part offers several advantages:
1. It is a single component instead of two separate parts. This streamlines assembly time and simplifies the ordering process for purchasers, as they only need to consider one part.
2. It is cost-effective. A compression limiter and a rivet nut combined would likely cost more than a specially designed compression limiting rivet nut.
How does it work?:
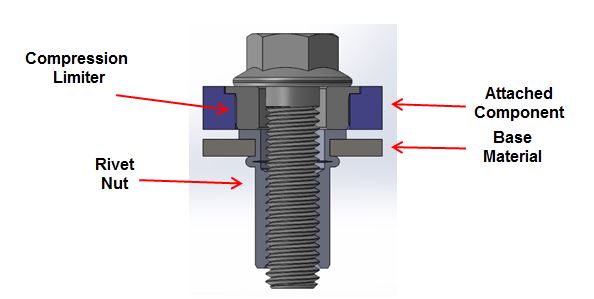
With a compression limiting rivet nut, it pretty much acts as a rivet nut with a bigger shoulder or spacer combined on top of the rivet nut. When the compression limiting rivet nut installs, it installs into the base material, but the spacer or compression limiter then sits above it as to not distort the material sitting on top.
Top half is the compression limiter, bottom half rivet nut!
Like all compression limiters made and designed by Sherex, they are all unique to the application and the same applies with these compression limiting rivet nuts. They are very popular in automotive applications with pretty much limitless designs: round body, hex body, underhead seals, knurls, ect. Sherex engineering works with the application design engineers to come up with a design that will surpass performance expectations while also being the most cost-effective solution compared to other fastening options.
So, if considering a compression limiter, a compression limiting rivet nut might be the solution you need!
Posted by Pier Cipollone on | Comments Off on What are Compression Limiters?
Compression limiters are typically cylindrical components made of steel, stainless steel, brass, or aluminum that prevent overstressing of usually plastic or composite material and fastener clamp load loss during fastener installation. They can be used integrated with a fastener, such as a rivet nut, to provide metal to metal transfer of forces during the joint assembly.
This helps to prevent the surrounding material from being deformed or damaged.
Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.
The designs of a compression limiters are limitless. They can very large or very small, have knurls or wedges, or just be a smooth body cylinder like a spacer. What all compression limiters have in common, though, is that they are UNTHREADED. In some scenarios a bolt may pass through the compression limiter, it doesn’t have threads to keep the bolt in place.
What applications are compression limiters used in?
Metal compression limiters are commonly used in industries such as automotive, aerospace, construction and agricultural equipment, and in general construction where high strength and reliability are crucial. They are often used in applications where the joint must withstand significant loads or stresses, such as in structural connections or engine components. They are oftentimes used to not distress the base material.
How they are made?
Compression limiters are either cold-formed or machined. Sherex engineers design compression limiters for specific applications, so many of these parts are unique to the project they were designed for.
Sherex makes hundreds of thousands of compression limiters every year out of its Sherex Akron facility in Akron, Ohio. To learn more about compression limiters or if in of a compression limiter for your application, contact us!
One thing Sherex doesn’t really dabble with is screws. That is unless the right opportunity comes along.
A local company reached out to see if we can help out with a custom screw product that needed to be easy to install, and durable enough to go into high-traffic environments and withstand extreme weather conditions. Of course we can help!
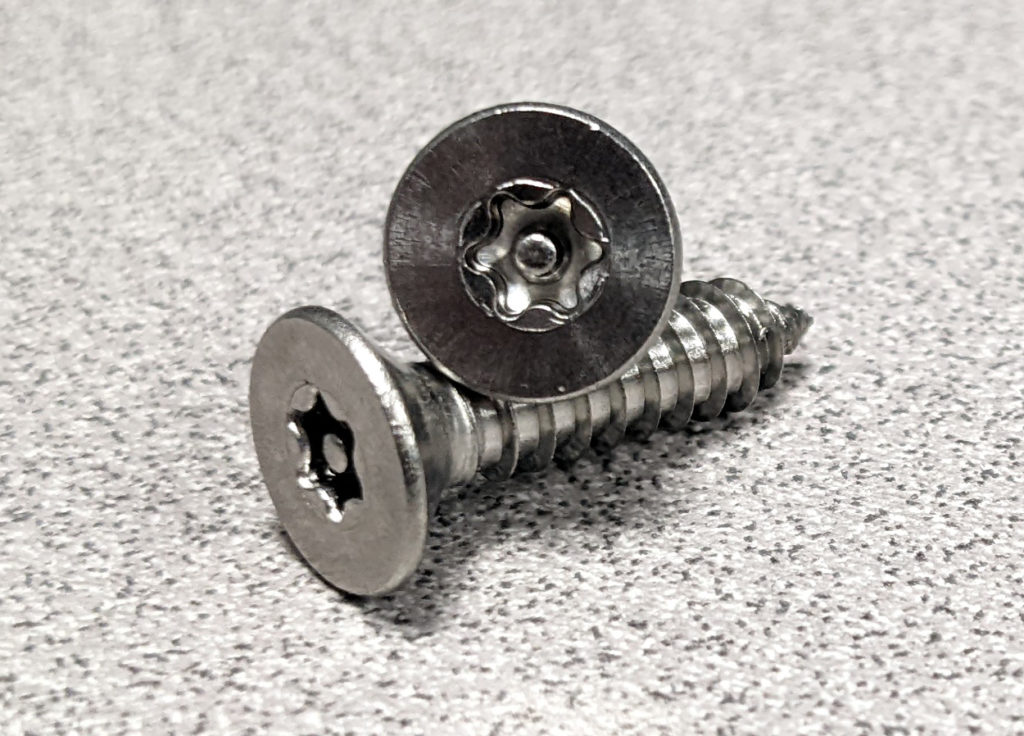
Sherex provides a Tamper-Resistant, 6-Lobe Socket Screw to a company that manufactures truncated dome sidewalks. Truncated dome are essentially ground surface indicators designed to assist and warn pedestrians who are blind or visually impaired. You may see them on sidewalks at intersections, at the bottom or top of stairwells, or on a train platform. These screws are stainless steel and heavy duty, withstanding the elements and all kinds of pressure and vibration.
Sherex has been providing millions of these countersunk fasteners every year to the Buffalo, NY company which manufactures them. So when you’re on that subway platform waiting for your train, or taking the dogs for a walk, take a look on the ground. Chances are the truncated dome sidewalk you’re stepping on is fastened with a Sherex Tamper-Resistant 6-Lobe Socket Screw!
Looking for a custom fastening product? Contact us – we have the engineering capacity to come up with a solution that fits your needs.
Posted by Pier Cipollone on | Comments Off on The Perfect Workstation for Installing Rivet Nuts
What do you need to be successful at installing rivet nuts? Depends who you ask.
For some, it’s just parts and a rivet nut tool. But it really should be more than that.
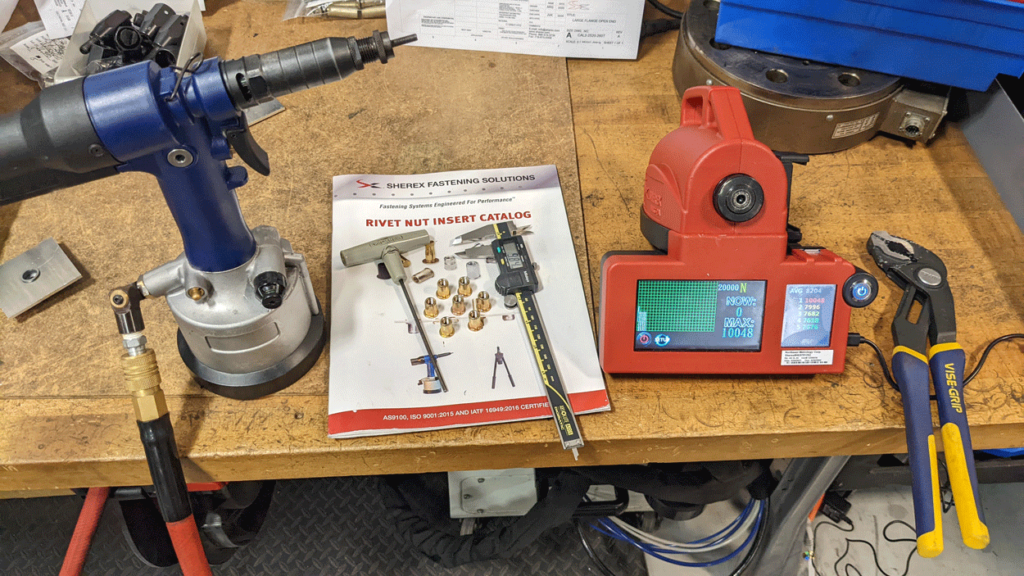
Let’s take a look at what every rivet nut installer should have at his or her rivet nut workstation:
Hand Tool Calibration Unit Unless you’re installing parts with a process monitoring tool, you need a Hand Tool Calibration Unit. The Hand Tool Calibration Unit shows the pulling force of the rivet nut installation tool, so users know the exact installation force being used to install the part. A dip in pulling force may set the part improperly, leading to rework and time spent fixing parts the user already installed.
Calipers Every fastener installer needs calipers at their workstation. Calipers are used to measure the dimension and length of an object. This could be the measurement of the hole, or the installed length of the rivet nut. They help ensure the part was installed correctly too.
Rivet Nut Catalog The rivet nut catalog has loads of information the user may need during their installations. Everything from grip range, installation length, hole size, part number nomenclature and more. It’s a valuable reference to make sure you’re installing the correct part.
Hex Tool Hex tool is used to increase or decrease the pressure on your hydro-pneumatic rivet nut tool. By using the Hand Tool Calibration Unit to check the pressure, you’ll know whether to turn the pressure up or down on your rivet nut tool.
Vice Grips Vice Grips are used to install the headset on the Hand Tool Calibration Unit and change the headset on your tooling.
Rivet Nut Tooling It goes without saying, you need rivet nut tools to install rivet nuts. There are a variety of fastener installation systems you can use, but preferably it would be a hydro-pneumatic tool as it offers fast installation with the ability to spin the part onto the mandrel itself.
The last two items are pretty obvious, but the others are really necessary to ensure a perfect installations. The Cal Unit so you know the pulling force, the calipers to make sure measurements are to spec, Rivet Nut Catalog to see specs of the part you’re installing, hex tool to change the pressure of the tool, and vice grips to change the mandrel of the Cal Unit. Oh, and you know, rivet nuts and rivet nut tool.
All this will make for some successful installations!
Posted by Pier Cipollone on | Comments Off on Different Styles of Clinch Nuts
A major benefit of rivet nuts are the variety of styles. Well not to be outdone, clinch nuts also come in a few standard styles that each have its own benefits.
Let’s take a look at different styles of clinch nuts:
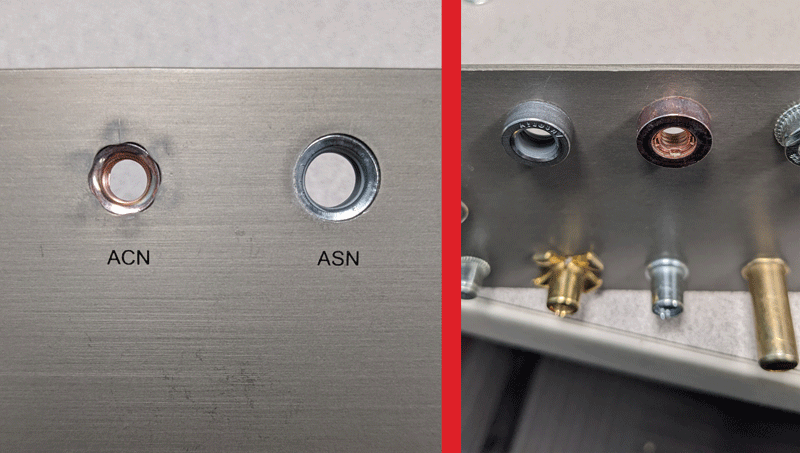
On this clinch nut, there are displacement lobes that force the sheet metal to flow into the locking groove when pressed in. This allows sheet metal to remain flat with no indentation and providing the nut with high push out and torque values. The base material remains flush.
This style of clinch nut is designed for thicker sheet metal applications from 2mm to 10mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
Front and backside of installed ACN and ASN Clinch Nuts. Notice the flush installation on the front side.
This clinch nut has extensive knurls that push into the material. During installation, sheet metal is formed into an undercut section on the nut collar by the die button and the knurled ring. As a result, the nut has high push out and torque values, and space requirement is minimal due to the small outer diameter and flat installation surface.
The ASN clinch nut can be used in sheet metal applications from 1.5mm to 10mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
The ARN Series clinch nut is a unique style of clinch nut that has locking grooves to dig into the material when pressed in, while the neck part of the clinch nut is crimped over the base material using a special die, making the base material “almost flush.” Locking grooves are the clinch feature of the nut, providing high push out, pull through, and torque values, even in very thin sheet materials. The nut can be installed using several different installation methods depending on the sheet material thickness, hardness, and installation clearance.
Can be used in sheet metal from 0.4mm to 6mm thick, and is compatible with Class 8, 9, & 10 hardware depending on application requirements.
Custom Clinch Nuts
Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post Rivet Nuts vs Clinch Nuts to read the differences and similarities between the two fasteners!
If considering a clinch nut for your project and want to discuss what the best clinch nut for your project will be, contact us!
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.




















 We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
We’ve added two new industry pages and a solutions for composite page that highlight some of the most popular and best practice fasteners for the application.
 Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.
Essentially, the compression limiter can fill a gap for a metal on metal load transfer as to not deform the material. So when the fastener, such as a screw or bolt, is tightened, the compression limiter is compressed between the fastener head and the metal parts being joined for a compact assembly.






 Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post
Some projects that require clinch nuts might need a higher tolerance grip range, or something that can bite into the material more, or a different coating. Sherex can design-in and manufacture special clinch nuts for your project. Be sure to look at our post