Posted by Pier Cipollone on | Comments Off on To use Rivet Nuts or Clinch Nuts?
By Tyler Jones Sherex Application Engineer
When material is too thin to tap threads, clinch nuts and rivet nuts are used to help fasten the application. Both rivet nuts and clinch nuts allow for additional components to be attached using these threaded fasteners, and both attach mechanically to the base material. But what’s the difference? Which one is better?
Using a Clinch Nut over a Rivet Nut
Clinch nuts are great. They are smaller, self-clinching, internally threaded nuts that are pressed into the base material. Some of the advantages of using a clinch nut over a rivet nut are:
Can be installed in very thick base material.
There can be almost flush installation on the base material with clinch nut installation. Some small flange rivet nuts or countersunk rivet nuts can make near flush installation, but not as flush as clinch nuts.
There isn’t a specific installation tool for clinch nuts. They can be installed with something like an arbor press, though automation systems are very popular for clinch nut installation.
Can fit different material geometries than rivet nuts.
Using Rivet Nuts over Clinch Nuts
Rivet nuts are also great. Often referred to blind rivet nuts, they are threaded inserts that install on one side of the application to provide a strong attachment point. Unlike clinch nuts, these are installed by pulling the base of the rivet nut and crimping it to one side of the material, instead of being pressed on. Installation requires specific rivet nut tooling to crimp the rivet nut on to the material. Advantages of rivet nuts of clinch nuts are, generally:
Rivet nuts have a wide variety of shapes, sizes, and can even feature floating threads.
Very easy to install with proper tooling.
Stronger thread. Rivet nuts, generally, and especially with hexagonal body, are more resistance to spin-out than clinch nuts.
Cost of standard rivet nuts is similar to the cost of a standard clinch nut.
Comparing and Contrasting Installation of Clinch Nuts and Rivet Nuts
When installing Clinch Nuts, access to both sides of the base material is needed. For Rivet Nuts, installation is only needed with having access to one side of the base material or work piece.
For high volume installations, fastener automation systems are the preferred method to install both clinch nuts and rivet nuts, but some rivet nut hand tools can be used for high volume installation of rivet nuts, including for use on an assembly line. For a manual approach to installing clinch nuts, something as simple as an arbor press can provide installation.
With price between clinch nuts and some standard rivet nuts as fairly similar, factors into determining when to use a clinch nut can be:
Is there access to install using the backside of the work piece?
How much thread strength and spin out is required for the application?
Will installations be performed by an operator or through automation?
The answer to these questions will help determine if a clinch nut or rivet nut will make the best fastener for your application. For suggestions on the best fastener to use for your project, please contact Sherex Fastening Solutions.
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions Year in Review — 2021
From all of us at Sherex, we want to wish you and your family a Merry Christmas and Happy Holidays!
A strong second half of 2020 turned into a very fine 2021 for Sherex. While an increase in sales and demand had our machines in Akron, Ohio, and Taiwan humming, it wasn’t without some turbulence. Shipping costs, material increases, and currency exchange rates were a big challenge for Sherex this year. We are continuously monitoring shipping costs and delays at Western ports and are doing everything we can to deliver your product on time if coming from overseas (even if that means having Santa help out as shown in the Christmas Card).
Let’s take a look at other musings from Sherex in 2021.
Thousands of 3D Rivet Nut Models on Sherex.com
Earlier this year, thousands more of our Rivet Nut models become available in downloadable 3D format. From our round body CAL, CAK, CA, CPB to our full hex line of FHK, FHL, and half hex CAH Series, over 50 downloadable files available, including CAD and SOLIDWORKS files are available. You can even download from specific thread size and material thickness to insert the model into your engineering models. Very cool feature!
3D Model Videos – RIV-FLOAT®
Checkout this sweet 3D Model video of RIV-FLOAT in action. You can see the floating nut inside the rivet nut, which allows some play while putting the through bolt through the RIV-FLOAT. This feature makes it incredibly useful for operators and installers on assembly lines to quickly fasten products. RIV-FLOAT is used in a number of industries including automotive and aerospace. Looks for more of these videos in 2022.
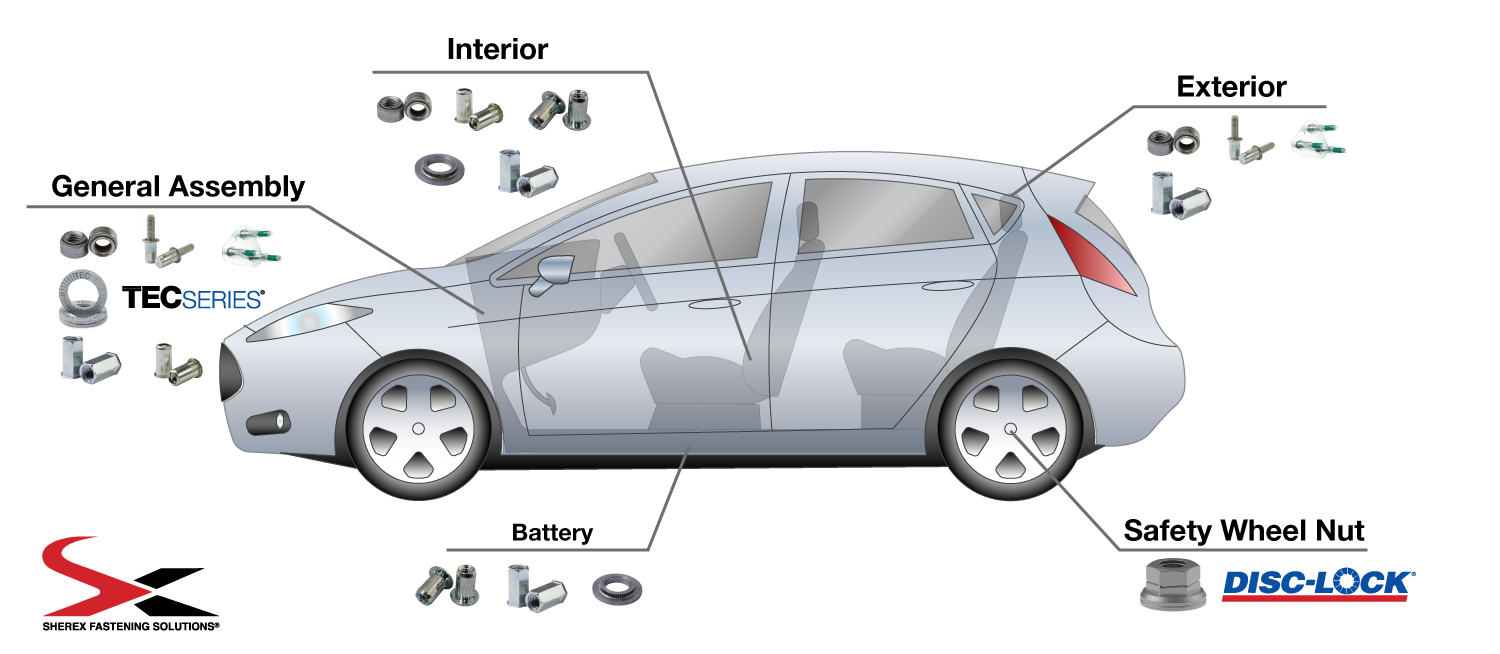
Fasteners for EV
Over the next year, Sherex will showcase use cases for different industries and applications that use our products. Sherex is a fastener leader in the EV industry and has products on some of the most popular EV models in the world. We supply millions of fasteners to the EV market and our products are critical for light-weighting and safely discharging electrical current from the vehicle. We’re continuously innovating for EV automakers and we see that being an even more important part of our business in the future.
What’s to come in 2022
More product innovations! We are scheduled for a product launch mid-way through the year and will be showcasing more of our Process Monitoring Tools, which helps to ensure a perfect installation of rivet nuts and fasteners. We will be incorporating more of our global offices too, including our locations in the UK, Poland, and Mexico.
Posted by Pier Cipollone on | Comments Off on Hex Body Rivet Nuts — Best In Class
When most people think of rivet nuts, they think of little, round body fasteners that are easy to install and have a wide variety of uses.
In reality, we should begin to think of them in hexagonal form. Hex body rivet nuts are amongst the strongest, best-performing rivet nuts on the market today.
Hex body rivet nuts come in the same material as round body (aluminum, steel, stainless steel, etc.), they can have a large flange or small flange, and, like their round-body counterparts, can possess special features such as a mechanical lock to keep joints secure in high-vibration environments, or a watertight gasket to keep dirt, water, dust, or other potential corrosives from degrading the joint over time.
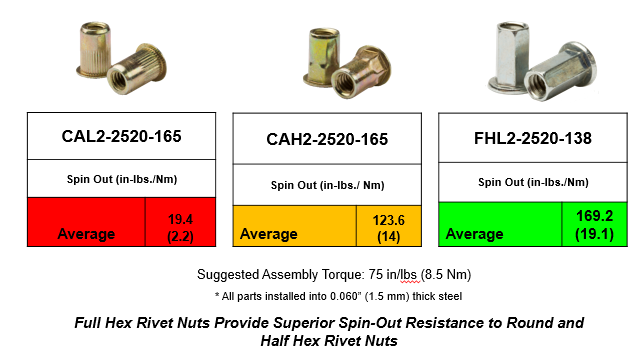
Most importantly, hex body rivet nuts out perform their round body brothers in just about every performance metric available. Spin-out, torque out, push out and pull out. Look at the graphic below to see the overwhelming spin-out performance boost offered when switching to a half-hex or full-hex rivet nut body style.The hex body rivet nut is almost 10 times stronger than a typical, knurled round body rivet nut when installed in the same material. Due to their larger cross-sectional areas, full-hex rivet nut body styles also have increased thread performance as well as enhanced pull-out/push-out resistances when compared to their round-body and half-hex counterparts.
Testing hex body rivet nuts in 1/4-inch thick steel for an agriculture equipment manufacturer
Although hex body rivet nuts can be installed in any material, steel or harder materials will provide the best mechanical properties for improved performance. Just keep in mind the potential for galvanic corrosion when choosing certain materials for your rivet nut versus the base material it’s installing in.
The only caveat with hex-body style rivet nuts? You need a hex hole to install them with. For many manufacturers, making hex holes quickly and reliably (or, sometimes, even at all) can be a complicated task and the main barrier of entry, but it’s a process that in the long run will make that manufacturer’s products perform better when using rivet nuts. Many manufacturers are making the switch, knowing the performance will last.
Half-hex body rivet nuts are available as well, but they too need to be installed in hex holes. The prevailing advice is to go with full hex due to the previously-mentioned structural benefits provided by the larger cross sectional area. However, half-hex rivet nuts maintain many of the enhanced spin-out benefits at a lighter weight and at a lower cost.
Sherex’s FHL, FHK Series and large style LRGH Series rivet nuts are becoming more and more popular and used by many manufactures in automotive, heavy truck, and construction and agriculture equipment industries.
It’s really quite simple, if you can produce a hex hole, you should be using a hex body rivet nut. For more information about hex body rivet nuts and using them in your applications, contact us!
Posted by Pier Cipollone on | Comments Off on FLEX-5 Durability and Maintenance Tips!
It’s always a cool feeling walking around an assembly line or installation station and seeing your parts or tools being put to good use.
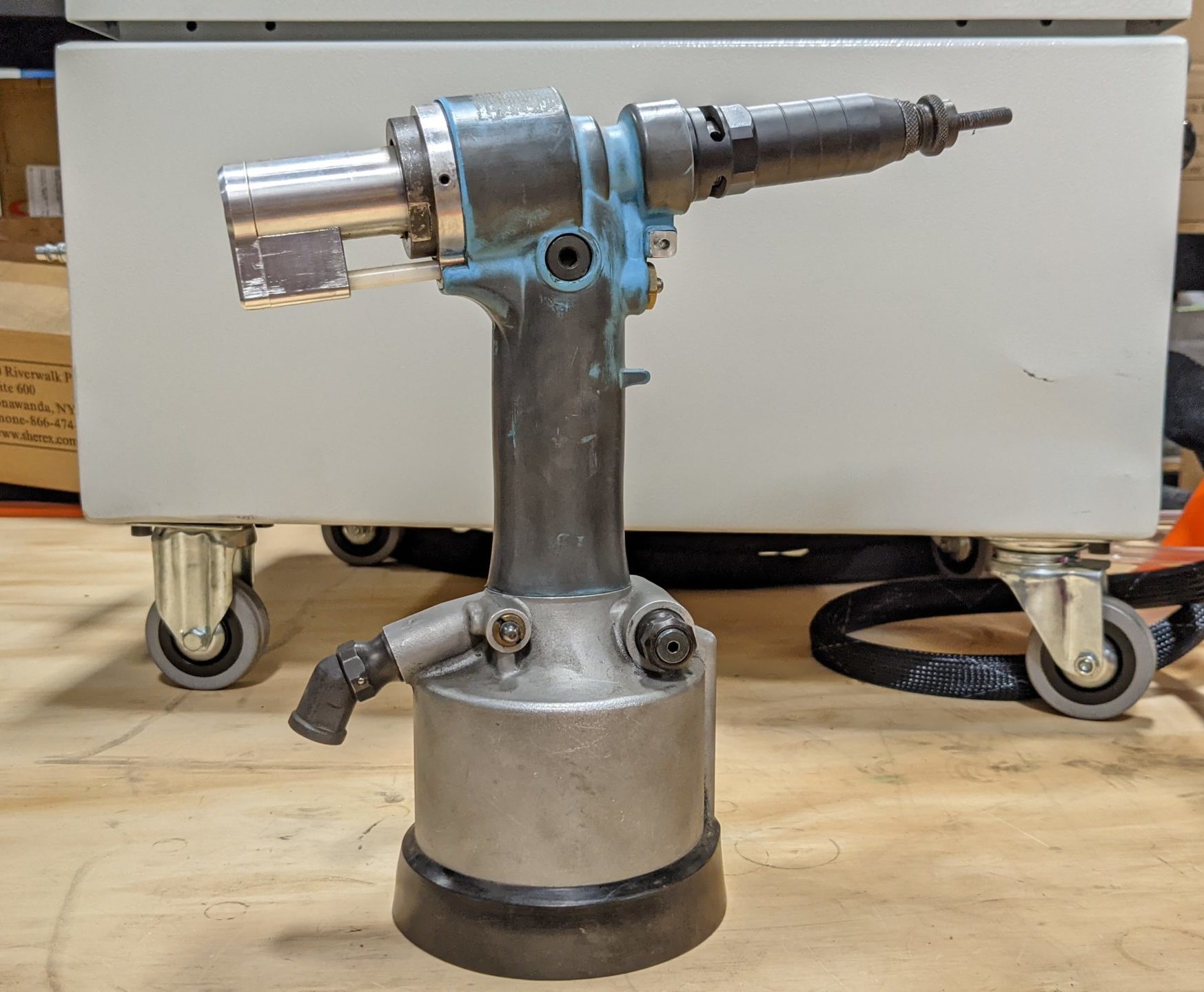
But it’s even sweeter when you see an old tool of yours still being used by the assemblers and it’s still humming. On a recent trip to a construction, military and heavy duty truck fabricator to check out the assembly line, we came across one of our first, possibly THE first, FLEX-5 rivet nut tool we’ve ever sold – and it’s still in use!
Check out this photo of this first generation FLEX-5 that’s used to install Sherex Rivet Nut Studs. Based on the serial number, this was probably delivered in the second half of 2009. Almost 12 years old and still installing rivet nut studs today. COOL!
Possibly the first FLEX-5 delivered to a customer in late 2009
Now, this particular user does have a new FLEX-5 that they are using on the line, but “Ol’ Reliable” is still humming too.
When these images were shared with our Engineering Technician, Mike, who services a lot of our tools, he was quite impressed.
“These older FLEX-5’s hold up really well with just some basic care.” Mike said. “But even knowing that, it’s cool seeing one still out in the wild.”
Mike has FLEX-5 serial No. 1 on his desk, which is a keepsake at Sherex Headquarters for now.
FLEX-5 Serial No. 1, from probably late 2008 – early 2009
Easy FLEX-5 Maintenance Tips!
Basic care of hydro-pnuematic rivet nut tools is really important to their durability. Here are a few easy steps to take to ensure a long-lasting tool like the ones above.
If the air supply is not equipped with lubricator before use, squeeze a few drops of light lubricating oil on the tool air inlet.
High friction locations, such as spindle housing, should be re-greased with a high speed, high temperature grease.
Every 500,000 cycles the tool should be completely checked and parts that are worn or damaged should be replaced.
O-rings should be replaced and lubricated with Molykote® 55M grease or equivalent before assembly.
Please contact Sherex to order replacement o-rings and lubricant. Remember, if having any issues with your tool, contact Sherex.
Posted by Pier Cipollone on | Comments Off on Installing Rivet Nuts Into Curved Surfaces
For installing rivet nuts into flat materials, the solution is usually rather simple when it comes to geometry. It usually just comes down to making sure there’s sufficient clearance for installation and the right hole size to properly fit the rivet nut. Since the material is flat, the only thing to worry about is ensuring the rivet nut is suitable for use with the thickness of that material.
With curved materials, the options may be narrowed down, and a solution may become more complex.
Installing Rivet Nuts in Curved Surfaces
The options depend specifically on the curvature of the material. Since the entire circumference of a rivet nut collapses onto the material, the geometry of the rivet nut’s crimping bubble will possess the same curvature as the material it’s mating to.
If the base thickness is in the middle of a rivet nut’s grip range, the curvature may not have a significant effect, as the grip range would cover all of the effective thicknesses that rivet nut is crimping onto. However, if a rivet nut is installing into a base thickness toward the upper edge of its grip range, it may have trouble properly installing if the curvature is at all substantial. To account for this, there are two main options.
Material thickness plays a big role in determining whether a rivet nut can be installed in a curved surface
The first option, sometimes preferable for thicker curved material, would be a swaging-style rivet nut. These rivet nuts expand into the installation pane rather than crimp onto it, and thus only have to meet a minimum thickness requirement. Swaging styles are recommended for high (or variable) thickness applications where high joint strength is not an option.
For improved spin-out, pull-out, and torque-out performance, pre-bulbed and slotted rivet nut styles are the recommended option for variable thicknesses. These rivet nuts are typically suitable for large thicknesses, but also a wide range of them. This is because the slots of the rivet nut fold over to collapse onto the material, rather than a significantly smaller counterbore region found in other body styles.
Typical round body rivet nut in curved material
If installing tin to curved surfaces and have questions, feel free to reach out to Sherex’s engineering team with application details and performance requirements. Whether for standard round or hex body rivet nuts, swaging, slotted, or pre-bulbed, Sherex will help guide to users to a recommendation we have the tools to determine the best solution for you.
Posted by Pier Cipollone on | Comments Off on Rivet Nut Performance Testing
There are dozens of different styles of rivet nuts manufacturers can choose from when deciding on a fastening solution to help improve their assembly. While the material, coating, size, body style are all important, how the rivet nut performs under strenuous conditions is often times what matters the most.
Performance testing of rivet nuts is extremely important. It helps validate how the rivet nut will perform under an array of conditions to give manufactures and assemblers assurance that under that same kind of stress in their own design application, their joint will be able to hold up to any expected loading condition.
Here are some of the ways Sherex conducts rivet nut performance testing.
Pull-Out Testing
Pull-out failure occurs when threads are pulled from the rivet nut (ultimate thread strength), or when the base material is distorted and the rivet nut (either partially or entirely) pulls through the base material. Sometimes this happens with the hole size is too big for the rivet nut or when the force applied to the joint is higher than anticipated, causing the rivet nut to pull right through the hole.
Using a tensile machine to pull the rivet nut through the hole
This is tested by assembling our joint into a tensile machine. Tensile load on the joint is increased until the integrity of the crimp fails, whether it be due to material deformation or due to severing of the crimping bubble from the flange of the rivet nut.
Spin-Out Testing
Spin-out is the amount of torque required to make a rivet nut spin in the hole it was installed in. This happens when the bolt cross-threads into the rivet nut, causing it to spin. It can also occur when excessive corrosion causes the bolt to bind in the nut.
What it will take for the rivet nut to spin in the hole?
This is tested by assembling a test bolt into the shank end of the rivet nut. Torque is increased until the integrity of the crimp fails and the rivet nut starts to spin in the material. Failure torque recorded is the maximum torque reached before the rivet nut starts to spin.
Torque-Out Testing
This is the torque required to strip threads out of the rivet nut. This method of testing sandwiches the head of the rivet nut between the non-rotational mating part and parent or base panel.
Spin-out is not a factor because tightening the bolt on the non-rotating part holds the rivet nut in place and prevents it from spinning.
Torque the bolt on the flange side of the rivet nut until the bolt, rivet nut, or base material is compromised
This is tested by assembling a test bolt into the flange side of the rivet nut, with the flange supported entirely by a hardened test plate. Torque is increased until the integrity of the joint fails, whether it be due to the bolt snapping inside the rivet nut or due to the threads of the rivet nut stripping. Failure torque recorded is the maximum torque reached before thread failure occurs.
Assembly Torque / Clamp Load
Sherex gives recommendations for the assembly torque to achieve recommended clamp load in our catalog to give the recommended torque for assembling a rivet nut joint using any Sherex-manufactured rivet nut. Testing is for this is important, because different joint configurations will produce different clamp load levels.
Assembly torque is calculated as a ratio of proof load, which designates thread strength per SAE J995 for unified (UNC/UNF) internal thread sizes and ISO 898-2 for metric sizes. This is our recommendation for Sherex-manufactured parts meant to meet Grade 5/Class 8 thread strength specifications. All torques designated represent recommendations for assembly from the flange side with the flange entirely supported.
All failure loads, torques, and assembly recommendations are heavily application-dependent, and any recommendations found in the catalog or results from different applications should only be used as a reference.
For any questions on testing or any parts that require a higher grade or property class designation, please contact us!
Posted by Pier Cipollone on | Comments Off on Why RIV-FLOAT® is So Great
The Sherex Fastener Fix blog is supposed to be an unbiased, informative, technical and thoughtful conversation on all things fasteners. But once in a while we have to toot our own horn.
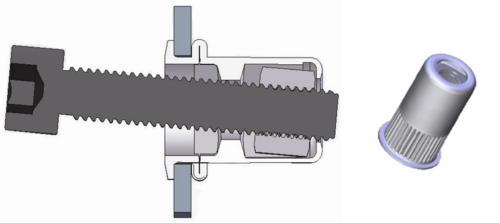
Sherex’s patented RIV-FLOAT® rivet nut is truly great. It allows for greater ease of assembly because fastening can occur when the through bolt is off-center.
How does this happen? There’s a .02-inch radial floating nut inside the rivet nut, which allows the bolt going through the rivet nut to be a slightly off-center while pulling the attachments together. Think of when you’re assembling a piece of furniture and you’re trying to get the final attachment holes to line up exactly for your bolt or screw. It can be a pain! With a RIV-FLOAT installed in base attachment, there can be a little play while joining the attachments together with a bolt or screw. And since RIV-FLOAT is a rivet nut, there is no need to attach a nut to the backside.
RIV-FLOAT development started in 2007. An aerospace customer had an application that required floating threads. The concept was worked on by engineering, and from there it went from drawings to life and eventually a patent.
“The idea came from a customer specific request,” Sherex president Adam Pratt recalled, “but we thought the idea had promise for other markets so we developed the product.”
Other markets include automotive, construction and agriculture equipment, and general industry applications. Applications in these industries are wide ranging. RIV-FLOAT has been used for enclosures for mounting large door panels and in difficult fastening locations where the drive angle can’t get square to the base material.
“RIV-FLOAT can improve ergonomics and improve safety,” Pratt said. “RIV-FLOAT gives customers that adjustment they need to easily assemble these applications.”
When it comes to performance, RIV-FLOAT actually performs better than most standard round body rivet nuts. RIV-FLOAT’s size is a little bigger, which helps. Also, spin-out performance is improved too since the internal threads of the RIV-FLOAT help align the screw angle of the bolt during assembly.
“This dramatically reduces the cross-threading risk in the application and aids in speeding up assembly,” Pratt said.
Overall, RIV-FLOAT combines ingenuity, performance, and efficiency for a quality fastener that can improve the assembly and performance of any application. For more information, visit RIV-FLOAT’s product page, or contact us!
Posted by Pier Cipollone on | Comments Off on Sherex Akron Helps COVID-19 Vaccination Effort with Quick Turnaround
Recently, a customer of ours needed a special part in a hurry – and for good reason.
This closed end rivet nut was going to be used in a blood transfusion centrifuge that is used in the production of the COVID-19 vaccination efforts. If that wasn’t enough to expedite this order, the team in need of this part had a production line down.
Time and efficiency were critical.
The first email was received at Sherex Akron on a Monday at 12:03 p.m. explaining the dire situation. The small batch of products was made and shipped at 3:10 p.m. on Tuesday, ready to be used on the production line for Wednesday, with plenty of more on the way in the coming days and weeks to keep production running smoothly.
This was a fast, day and a half turnaround by the Sherex Akron team knowing how important this part is to hundreds of thousands of people who are suffering from this terrible pandemic.
“Thank you for making this an important situation within your company,” the customer said in an email. “Please extend my thanks to all the people involved with getting some parts ready to ship today.”
When Sherex said back in June that we were prioritizing projects directly impacting the mitigation and vaccination efforts of COVID-19 we weren’t kidding. This is just another example of the speed, competency and care, along with quality parts, the Sherex team delivered for our customer that we know will make a giant impact.
Posted by Pier Cipollone on | Comments Off on Sherex Fastening Solutions Year in Review
From all of us at Sherex Fastening Solutions, we want to wish you and your families a very happy and healthy holiday season.
This year was challenging for Sherex, but we were able to accomplish so much. Let’s take a look back on some of some of the accomplishments that took place over the past year.
Coronavirus and its Impact
This year was challenging for Sherex and many of our customers. Keeping our employees safe is always our No. 1 goal, and this year it took on a new meaning. With information on the coronavirus changing what seemed like every day, we were able to take the lead from our manufacturing facility in Taiwan that implemented a thorough mitigation strategy.
Our new Sherex Hand Tool Calibration Unit is a “must have” for any engineer and installer. The Sherex Hand Tool Calibration Unit shows the installed force of both spin-spin and spin-pull tools in real time. Our customers are seeing great results. This new product allows installers and operators to easily check the pulling force of their rivet nut tools to improve installation, while reducing installation times, and waste.
3D Model TEC Series available on the site
Have you checked out our 3D models of our TEC Series wedge locking washers? Design engineers are encouraged to use these in their drawings to see how an exact fit would look like. There are over 50 different design programs available to download from. Check it out! Soon to come, 3D models of our rivet nuts!
New Products Coming
In 2021, we are on pace to launch two new products to add to our growing offering. Both of these new products will help improve customers’ installation process and improve their existing products. Stay tuned!
Strong second half of the year and into 2021
As manufacturing facilities began to reopen, business has picked up. Our last half of the year has seen us win a lot of projects as companies are seeing how our fastener innovations and commitment to find engineered solutions for unique fastening problems are separating Sherex from the competitors.
Posted by Pier Cipollone on | Comments Off on Made in America Rivet Nuts
Did you know Sherex Fastening Solutions is a Made in America Fastener Company?
Our manufacturing plant in Akron, Ohio makes millions of American made rivet nuts, compression limiters, and inserts for composites every year. Our parts out of Sherex Akron belong in some of the hottest vehicles on the road today, dozens of commercial and military aircraft, general industrial applications, and department of defense products. In fact, our Made in the USA rivet nuts were relied upon when companies pivoted to make products that helped mitigate the spread of the coronavirus, like hand sanitizer and ventilator stands, along with other critical applications for hospitals.
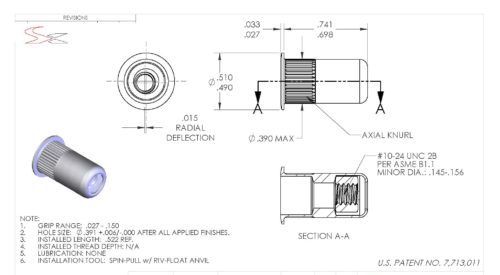
The CAT style rivet nuts has a low profile flange and can fit into a variety of different material thickness and material. This rivet nut could be a one fit solution if the material you’re looking to fasten has different thickness.
CAT Series Rivet Nuts
All NAS style rivet nuts are also made from our Sherex Akron location. The United States Department of Defense relies on Sherex NAS/MS rivet nuts for a variety of applications.
Our inserts for composite product line is used for structural attachments in plastic applications and are used extensively in the automotive and heavy truck industries as customer drive light weighting initiatives by switching to composite material for their components. In addition, Sherex adds compression limiters to these applications to ensure the mating component is not damaged due to the compressive force of the fastened joint.
NAS Style Rivet Nuts
Also, most custom rivet nuts are made out of Sherex Akron. With our staff of engineers and manufacturing facility, we’re able to see custom, American made rivet nuts from the design and manufacturing process all the way through quality control.
More upgrades are being made to the facility planned in 2020 to help increase capacity as demand as our Made in America rivet nut products continues to grow. More to come from Sherex Akron!
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.

















 Time and efficiency were critical.
Time and efficiency were critical.
 Did you know Sherex Fastening Solutions is a Made in America Fastener Company?
Did you know Sherex Fastening Solutions is a Made in America Fastener Company?
